本文探讨以单片机为核心的超声波洁牙机软硬件设计,该洁牙机采用电流取样反馈自动扫描搜索谐振点,谐振频率和振荡强度数字锁定,谐振点漂移极小,解决了采用模拟振荡电路设计的超声波洁牙机的一些固有缺陷。
一、硬件设计
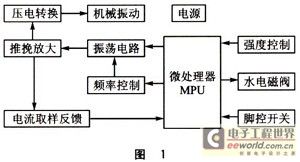
硬件电路框图如图1所示。该洁牙机的基本工作过程如下:TL494为核心振荡电路在MPU控制下产生占空比可控的推挽脉冲输出,由MPU串行发送数据到振荡频率控制电路,控制振荡产生电路的振荡频率,使振荡电路产生的振荡信号的占空比和频率受MPU控制,该振荡信号经功率放大电路放大,经高频变压器升压后驱动压电陶瓷片,把超声振荡电信号转为超声机械振动信号,该机械振动能良好地清除牙垢和牙结石等,从而达到美观牙齿的效果。
1、电源设计
超声洁牙机在正常工作时功率为10~20 W,且要求在180~250 V的宽电压范围内工作,为满足要求,减少电源部分发热,本电路电源部分采用开关电源。整机电路原理图如图2所示。
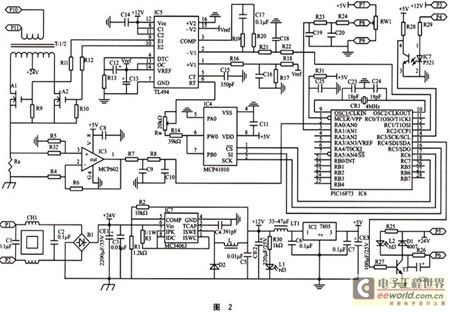
本开关电源采用摩托罗拉公司的DC-DC控制芯片MC34063,该电路具有线路简单,成本低廉,效率高,温升低的特点。核心元件MC34063是一种单片双极型线性集成电路,片内包含有温度补偿带隙基准源,一个占空比周期控制振荡器驱动器和大电流输出开关。输出电压U=(1+R2/RI)·1.25 V,限流电阻为1 Ω,故输人电流被限制在0.3 V/1 Ω=0.3 A。
2、 振荡电路
振荡信号的产生有多种方法。最简单的方法是由PIC16F73直接产生PWM输出,该方法简洁方便,但有两个缺陷:第一,不能产生推挽振荡信号。因而功率放大电路只能工作在正半周,效率低,发热较严重,不利于电路稳定工作。第二,压电陶瓷片的谐振点在(30±5)kHz,谐振频带宽度≤80 Hz。PIC16F73的PWM输出在25~35 kHz频率下,步进频率≥lOO Hz,因此PICl6F73的PWM输出可能找不到压电陶瓷片的最佳谐振点。笔者设计的振荡电路圆满解决了上述问题。
振荡电路控制芯片采用TLt94,该芯片内部框图如图3所示,具体电路见图2。推挽振荡信号由TL494的9脚和10脚输出,该信号的频率由T1。494的5脚和6脚外接的电容Ct和电阻Rt决定,Rt和Ct应选用低温漂的电阻和电容。该信号振荡频率计算公式为:fosc=1.1/2Rt·Ct;该信号的占空比由TL494的1脚和2脚的外接信号电压决定。

3、频率控制
为满足压电陶瓷片振荡频率为25~35 kHz,步进频率≤80 Hz的要求,图2电路中的Rw是阻值为20 kΩ的粗调电位器,数字电位器IC4是PICl6F73控制下的细调电位器。经计算Rw粗调(以1C4为5 kΩ计),使,fosc变化范围为24.5~35.7kHz,满足要求。细调的数字电位器IC4选用总阻值10 kΩ,256级可调的MCP41010,MCP41010与PIcl6F73的通信采用方便快捷的SPI方式,步进阻值是39.0625 Ω。振荡器的步进频率为:

振荡频率为35 kHz时的步进频率为30.4 Hz,振荡频率为25 kHz时的步进频率为15.6 Hz。由上述数据可知,采用数字电位器控制TL494工作方式可满足压电陶瓷片谐振带宽的要求。
4、强度控制
本洁牙机设计了灵敏的强度控制电路。PIC16F73的RAl脚外接电位器Rw1,调在不同位置则RAl输入的模拟电压不同,经PICl6F73内部A/D转换为数字信号,该信号决定由CCPl输出的PWM信号的占空比。PWM信号经滤波后送到TI.494的2脚,与l脚送入的参考电压比较,从而决定TL494的9脚和10脚输出的振荡信号脉宽在0~48%。当引脚开关断开时,PIC16F73判断到RC3输入为高电平,则PICl6F73的PWM输出占空比为0,TL494的9脚和10脚输出振荡信号占空比为O,从而控制洁牙机停止机械振荡输出。
5、推挽功率放大
超声机械振荡为了起到良好的洁牙效果,机械振荡必须达到一定的强度,即送到压电陶瓷片的由TL494输出的振荡信号必须先经过功率放大。由于功率管流过的瞬间电流达到1.1 A,为减少功率管发热,缩小散热片,采用场效应管作为功率驱动管。本电路中的场效应管采用简法驱动,实践证明,该功率放大电路性能稳定,发热极少,能有效地缩小线路板体积。经功率放大后的信号由高频变压器升压到峰峰值250~350 V,送到压电陶瓷片转换为超声机械振荡。
6、谐振点的扫描搜索
压电陶瓷片的谐振点自动扫描搜索是本电路的一大特点和难点。由于压电陶瓷片的谐振点各不相同,为了让电路能适应各种压电陶瓷片,笔者设计了谐振点自动扫描搜索电路。当PICl6F73刚上电,且引脚开关接通时,CCPl的PWM输出脉宽固定为80%,从而TL494的9脚和10脚的输出信号脉宽固定不变。同时PICl6F73周期地发送数据到数字电位器MCP41010,使MCP41010的6脚和5脚问的电阻从O步进到10 kΩ,则TL494的9脚和lO脚的输出频率以15.6~30.4 Hz步进变化。占空比固定不变的信号,当振荡信号频率与压电陶瓷片的谐振频率一致时,流经场效应管源漏极的电流最大。该电流由采样电阻Ra转变为电压信号,经运放放大后送到PICl6F73的RAO,PIC16F73对该电压进行A/D转换为数值Q,记忆住Q为最大值时送到数字电位器的数据P。当数字电位器由O变化到10 kΩ时,压电陶瓷片谐振点的扫描搜索完成。把数据P送到数字电位器,则TL494输出固定频率的振荡信号,即是压电陶瓷片的谐振频率。运放的选型一定要注意带宽大于2 MHz,因为采样电阻Ra的峰值电压在扫描搜索时变化很快,如果运放的带宽不足,则可能找不到压电陶瓷片的最佳谐振点。本电路选用带宽为2.8 MHz的MCP602。
二、软件设计
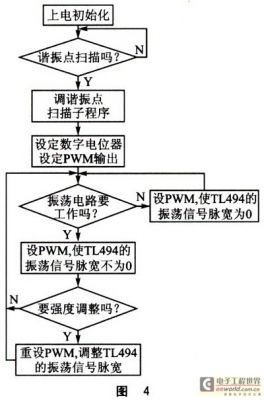
本洁牙机的硬件设计稍显复杂,软件设计相对简单。软件总流程图如图4所示。
三、抗干扰设计
沽牙机自身有电磁阀、脚踩开关、高频变压器等器件会产生较强的干扰。另外,本机还配套用于牙科治疗台,该治疗台有好几台功率较强的电机在工作,会对洁牙机造成严重的电磁干扰。当干扰信号来临时,可能出现死机,程序乱飞,破坏系统参数等不正常现象,故而在硬件和软件上都相应采取一些抗干扰措施。
1、硬件抗干扰
在洁牙机的电源输入端接入电源滤波器,滤除电网中的高次谐波和脉冲干扰。单片机选型时选择带硬件看门狗的型号,或者外加看门狗电路,可以有效地监视程序是否陷入死循环故障。在每个芯片的电源输入端与共地端并接一个O.1 μF去耦电容,对脚开关送来的信号进行光隔离。以上措施都是行之有效的。
2、软件抗干扰
第一,软件冗余。对任意的输出信号和设置均不断重复刷新,且周期设定在5 ms。对A/D转换采用转换8次求平均法,以得到尽量准确的信号。
第二,软件陷阱。软件陷阱技术是通过跳转指令强行将捕获到的乱飞程序引入复位地址0000H,使程序纳入正轨。在各控制模块之间和未使用的程序空间设置软件陷阱可以有效地抑制程序乱飞,使程序运行更加可靠。