1 磨齿机工作原理
加工原理为成形法磨削、即将砂轮轴截面截形修整为齿轮齿槽相适应的截面、进行成形磨削加工。
2 被测轴信息
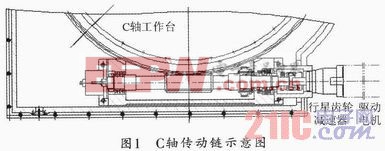
磨齿机床C轴是一个圆形工作台,主要用于承载被加工齿轮并完成齿轮磨削过程中的分度运动。因此,C轴的运动精度需要严格控制,其回转误差将直接导致被加工齿轮的周向误差。C轴的传动链如图1所示:驱动电机的输出连接传动比为5:1的高精度行星齿轮减速器,然后通过联轴器连接蜗轮蜗杆,带动工作台同转。其中,蜗轮齿数为215齿,蜗朴为单线。因此,从驱动电机到C轴工作台的总传动比为:215*5= 1075。以该传动链作为被测对象,将C轴设为一号轴,其光栅条纹数为45000。驱动电机设为二号轴,其光栅条纹数为1024。
3 瞬时传动误差分析
瞬时传动误差是利用相邻两个采样点的数据进行传动误差计算,由于测量步长较小,因此对传动误差的瞬态波动较为敏感。可以用于榆测啮合齿之间夹杂沙粒,齿面缺陷或者信号干扰等故障。图2是73200 3#机床的瞬时传动误差曲线,可以看出该机床瞬时传动误差曲线较为平稳,最大瞬时传动误差为1.67角秒。
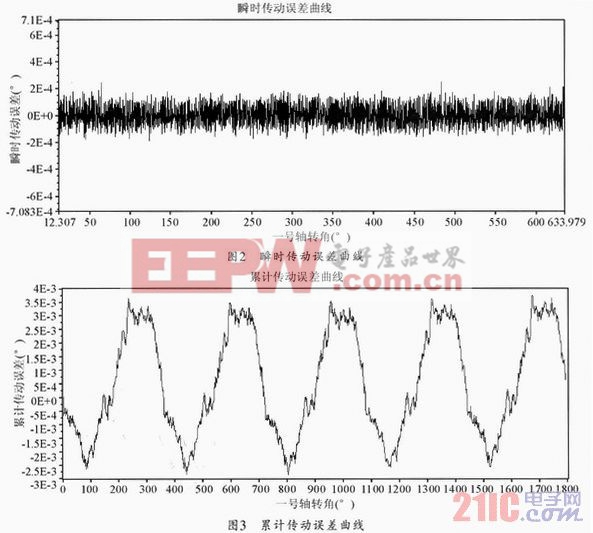
4 累计传动误差分析
累计传动误差是指传动误差累计值随测量转角的变化情况。累计传动误差可以用于检测传动误差的周期性波动,通过参考相触发采样,可以将测量转角与机床坐标中的角位移相对应,便于误差的定位。
将采样周期设为5周,测得该机床C轴传动链的累计误差曲线如图3所示,可以看出,累计传动误差峰峰值为6.61E-3度,即23.8角秒,其周期性特征较为明显。从累计传动误差曲线上可以清晰地分辨累计传动误差最大值、最小值、过零点以及齿形缺陷点的角度位置,为传动系统修整和补偿提供依据。
5 传动链误差的频谱特征
将累计传动链误差曲线做FFT变换,并将C轴的转频作为基频,得到的频谱特征如图4所示:可以看出C轴的1倍频分量最为明显,2倍频和4倍频分量也有一定体现。从表1可以看出可以得到1倍频分量对累计传动误差贡献最大,该特征是由于蜗轮或圆光栅安装偏心所导致,2倍频和4倍频分量由于蜗轮的周向误差引起。

6 结论
瞬时传动误差对传动误差的瞬态波动较为敏感。可以用于检测啮合齿之间夹杂沙粒,齿面缺陷或者信号干扰等故障。而累计传动误差可以用于检测由于蜗轮或圆光栅安装偏心所导致的传动误差周期性波动。通过利用光栅参考相触发采样,可以将测量转角与机床坐标中的真实角位移相对应,便于误差的定位。而进一步通过累计传动误差的频谱分析方法,可以找出各特征频率分量对传动误差的贡献,实现传动误差的溯源。
瞬时传动误差及累计传动误差方法分析不仅可用于高精度数控机床的在线检测与分析,而且可以用于评定机床在服役过程中传动精度的保持情况和关键传动部件的健康状态,为运行状态的故障溯源及精度衰退规律研究提供更加丰富的信息。