1概述
90年代初,我国机械加工行业实现机电一体化对旧式机床进行了不同程度的改造。我们在参与此项工作时,仔细分析了工厂的实际情况,本着勤俭节约、降低改造本钱的原则,采用数字控制系统作为步进电机的主要控制装置,对加工鞋底花纹的铣床进行了改造,从而缩短了机械加工周期,进步了加工精度和生产效率。控制系统见图1。系统的CAM工作主要是通过单片机控制完成的,单片机按照输进的加工程序进行插补等各种运算产生进给量,由软硬件相结合的技术实现脉冲分配,输出一系列脉冲信号,经过功放驱动步进电机工作,实现了刀具按照规定曲线轨迹运动的加工。

图1微机开环控制系统框图
2系统设计
2.1单片机工作原理
步进电机具有输出力矩较大、驱动简单、控制精度高、轻易与数字电路接口等优点,在改造过程中,我们采用功能价格比公道的单片微处理机系统μPS,构成直接输出步进电机所需驱动信号。X向、Y向、Z向步进电机通过单片μPS程序分别从扩展的I/O接口电路中获得驱动脉冲信号(φx、φy、φz)、正反转选择信号(Sx、Sy、Sz)、置零信号(Se)以及联动信号(Sxy、Sxz、Syz),用于驱动机械传动(滚珠丝杠)转变为直线位移,进行位置和速度控制。由于步进电机运转的步数是由驱动脉冲的个数决定的。所以根据这一工作原理只要不断改变绕组的通电状态,步进电机就会按规定方向运转。当确定单片机晶振时,脉冲信号的最高频率也就确定了。设计单片机程序将步进电机绕组的各种不同通电方式按照二进制编码列表编程(见表1),执行不同次数的查表语句,输出脉冲的频率亦随之变化。图2是X方向脉冲分配子程序框图。
图2X向脉冲分配子程序框图
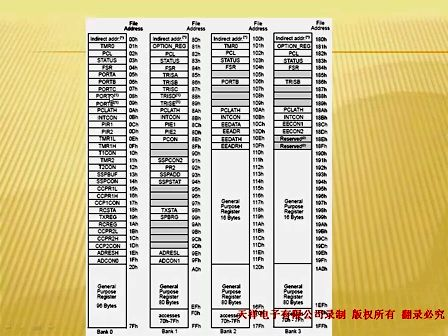
表1 脉冲分配表
注:1——通电0——断电
2.2铣床加工与控制软件
改造后的铣床可用手控操纵,也可通过计算机编程自动控制。从硬件上配以步进电机为执行元件;从软件上开发计算机CAD/CAM程序,使之成为加工的控制器。鞋底花纹加工的软件参数主要是根据工艺要求和轻产业部部颁标准编程,由系统PC机(上位机)计算后,通讯给单片机(下位机)执行控制步进电机完成的。
设计的CAD软件具有对胶鞋大底的底样进行样条曲线拟合、边框设计和求任意平面曲线交点的功能;具有鞋底放样、花纹图案设计、拼合设计和系列化设计的功能;具有图形变换、映射成对设计的功能;具有计算显示加工刀具运动轨迹的功能;具有数据处理并将刀具轨迹直接传输给I/O接口进行加工的功能。实施加工时考虑到系统设计为开环控制,其精度较闭环系统差的题目,采用交互式输进工艺参数、工件加工设置尽对零点、确定加工工艺路线、消除舍进误差的累积效应和间隙补偿等方法来解决。其中交互式输进工艺参数的方法是对加工花纹深度不同,便于提示操纵者而采用的一种便利方法;设置尽对零点的方法是由于开环控制没有可靠的尽对零点,花纹板数据量大,加工时间较长,于是就在模板上钻一个锥孔作为对刀点(图3),编程加工时总以该点为加工出发点,自动给出由该点到实际加工出发点的空行程指令,这样在加工过程中出现意外情况时,有恢复加工的能力。加工工艺路线是由几何模型数据库决定的,是为进步加工效率,希看刀具空行程路线尽量短、尽量减少曲线加工过程的反向间隙而采用的方法。消除舍进误差的累积效应和间隙补偿的方法在开环控制系统中是必不可少的。由于加工指令都是用相对坐标编程的,每条指令都需对不是一个脉冲当量的部分进行舍进取整,不可避免地会有舍进误差出现,在加工时若舍进误差累积量增大,将会严重地影响鞋底花纹的加工质量。选择使用尽对坐标处理数据,编程时在曲线间记录上一条曲线的终点到对刀点实际走的脉冲个数,本条曲线的出发点到对刀点应该走的脉冲个数,以此两者之差作为曲线间的空行程数。这样从数值上就能保证到各条曲线出发点处所发出的脉冲数是正确的,从而把舍进误差限制在一条曲线内。对传动间隙的补偿主要是判定加工行程方向,当某一个坐标轴接受了反向指令时,该坐标轴在进行脉冲分配控制前,调用间隙补偿子程序,发出一定数目的间隙补偿进给脉冲,使工作台自动越过传动间隙,然后再按指令脉冲移动,就消除了传动间隙误差。
图3两维鞋底外廓曲线图
在处理意外事故如忽然停电、断刀等,要留意暂停位置不是事故发生的位置,确定事故发生在哪一条指令内是很重要的。记录对刀点,换刀后重新对点,指定指令序号重新传输数据,设计软件可以自动跳过指定条件以前的指令,不必保存刀具位置确当前信息,快速开释部分存储空间,此方法对处理意外事故行之有效。
2.3主要技术指标
旧设备技术改造后,主要技术指标为:
(1)步进电机脉冲当量为0.01。
(2)X、Y、Z轴最大行程为5000mm×3500mm×600mm。
(3)加工圆弧时答应的最大半径为2800mm。
(4)刀点切向运动速度
该速度分为30级,0级为最低是9.20mm/min,29级为最高级是200.00mm/min,级差约为6.00mm/min(其中圆弧加工答应最高速度为20级,直线加工答应最高速度为29级。快速定位只能沿坐标轴方向运动,其运动速度不受级别限制,直接可达到320.00mm/min)。
(5)单片μPS中memory一次最多能容纳用户程序约9000个ASC Ⅱ码。
(6)实际加工曲线和理论曲线在法向上的最大误差小于0.4个脉冲当量。
(7)加工斜线可以三坐标轴联动、两坐标轴联动,加工圆弧是X、Y方向两坐标轴联动。
3抗干扰设计
为了保证加工质量,考虑到产业现场的环境、干扰因素等情况,在设计和调试过程中,对μPS控制系统采用软硬件相辅相成的方法进行防干扰设计,主要采用下面四种方法:
(1)采用高抗干扰性电源。二次变配电进进机加工车间时,已经过一些有效地抑制电网中尖端干扰的电路。选用低功能、工作电压范围宽、高抗扰性能的开关电源为计算机的电源,就能保证供电电源的质量。
(2)采用“全浮空”技术。在μPS的I/O接口与功放电路之间采用光电隔离技术,使其地线独立,以抑制干扰信号的产生和传导。
(3)采用“独立通道”技术。“浮空”技术虽可有效地抑制共模干扰,但对消除产业现场四周的电磁干扰能力不够,在硬件上采用屏蔽、滤波、消抖等方法和软件上采用分级治理控制的方式,可以有效地抑制这种干扰。
(4)采用“模块化”设计方法。编制软件以模块化设计方法为主,辅以中断、冗余、数据滤波、防程序跑飞、数据打包等防干扰手段,从而进一步进步了改造系统的可靠性。
4结束语
对旧铣床改造的实践表明:整机加工性能稳定可靠、抗干扰能力强、便于维修和故障处理。生产效率比原来进步了70%。
参考文献
[1]范俊广主编.数控机床及应用.北京:机械产业出版社,1993
[2]王文煦主编.机床数字调节技术.科学技术出版社,1992
[3]于英民等编.计算机接口技术.电子产业出版社,1996
[4]冯建兰等.XF716仿形铣采用经济型数控系统.机械产业自动化,1995(4)(end)