在传统的机械加工行业中,采用较多的是分度精度低、分度柔性差、操作人员劳动强度大的手工分度头。随着计算机技术的发展,对机械设备的柔性化和自动化程度要求越来越高,加工精度的要求也越来越高。
目前国外先进水平的分度头一般采取半闭环控制系统,用伺服电机的编码器作为反馈回路的检测元件,每转脉冲数为2 500 P,精度较高,但价格也昂贵。如日本NIKKEN公司生产的数控分度头的分辨率可达到0.001°,定位精度为15”。
国内很多单位也对数控分度头做了大量的理论研究和产品的开发工作,例如华中科技大学采用神经网络方法对分度头进行误差补偿,能够使分度误差达到15”;山东烟台机床厂采用意大利技术,采用半闭环控制系统,使分度精度达到20”。
文中设计了一种体积较小能够同实验室内现有铣床配合、具有手动模式和自动模式功能的低成本智能分度头。分度的计算工作由Atmega16单片机来完成,分度速度快、精度高。机械加工、装配都是在实验室内完成,节约了大量成本。
1 智能分度头的总体设计思想
文中设计的智能分度头工作模式分为两种:自动模式和手动模式。当工件安装到分度头的夹具上后,在自动模式下,通过数控机床控制器输入使能信号、脉冲信号以及方向信号。分度头按系统指令要求进行分度。
在手动模式下,又分两种控制方式:一是通过手轮旋转及倍率调节按钮,进行分度,并实时显示分度头所处位置以及转速;二是输入分度所需参数(包括等分度数、转速、方向)等。然后,Atmega16按照设定的工作模式、分度参数进行实时处理和运算,运算结果和指令又通过I/O接口电路送入步进电机驱动器来控制步进电动机运行,并将工作状态显示在显示屏上。步进电动机通过蜗轮蜗杆结构将运动传递到分度主轴,然后通过夹具带动工件进行分度。在回零模式下,通过回零电路,使分度头进行回零。
2 系统硬件的总体设计
设计以Atmega16为主控芯片,并且有回零电路、按键电路、电源电路、显示电路以及驱动电路。如图1所示。

图 1 系统总体设计
2.1 控制系统模块
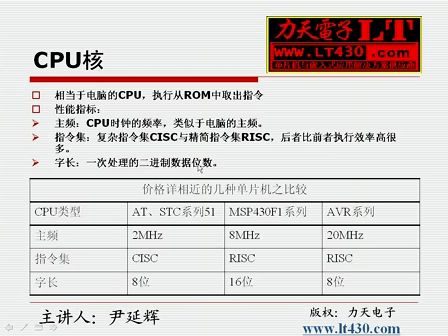
设计采用ATmega16单片机作为驱动步进电机的主控芯片,为了获得最高的性能以及并行性,AVR采用了Harvard结构,具有独立的数据和程序总线。程序存储器里的指令通
过一级流水线运行。CPU在执行一条指令的同时读取下一条指令。这个概念实现了指令的单时钟周期运行。程序存储器是可以在线编程的FLASH,能够很好的满足椭圆插补的计算以及程序的烧写功能,并且用16位定时器T1来产生PWM波,能获得较宽频率的脉冲波。T1工作在相位和频率修正PWM模式,可以产生高精度、相位和频率都准确的PWM波形,十分适合于电机的控制。
单片机的PD口以及PA5~PA7接LCD12864显示电路,PD2口用来产生PWM波驱动步进电机,PD0和PD1口与MAX232相连和上位机进行串口通信。其主控电路如图2所示。
2.2 电源电路模块
LM25705是美国安森美半导体公司生产的新型开关式降压型稳压电路。它们的作用与LM7805三端稳压器差不多,不过由于该系统稳压电源采用了开关技术,所以它的效率要比普通的三端稳压器要高,而且该系列稳压器的输入电压范围比普通二端稳压器更广。
LM2575—5.0的基本应用电路为,外接4个元件,最大输入电压为40 V,最小输入电压为7.0 V,最大负载电流为1.0 A,最高环境温度为50 ℃,最低环境温度为0℃。
本设计所采用LM2575为Atmega16提供电源,有效保证了单片机的工作。如图3所示。
2.3 上位机串口通信模块
本系统采用max232芯片进行单片机与上位机的通信,MAX232外围需要4个电解电容C14、C13、C10、C9,是内部电源转换所需电容。其取值均为1μF/25 V。一般选用钽电容并且应尽量靠近芯片,C11为0.1μF的去耦电容。与Atmega16连接如图4所示。
2.4 按键电路
当需要在手动模式下工作时,通过按键输入分度所需参数。设计通过PB口与各个按键相连,如图5所示。
2.5 步进电机电路
文中所采用步进电机的驱动芯片是东芝公司推出的低功耗、高集成两相混合式芯片TB6560,其主要特点是:内部集成双全桥MOSFET驱动;最高耐压为40 V,单相输出最大电流3.5 A;并有整步,1/2、1/8、1/16细分方式;具有过电流保护功能,采用HZIP25封装。
2.5.1 光电隔离电路
步进电机有3个控制信号,CLK、CW和ENABLE,分别控制电机的转角、速度和使能,均需要通过光电耦合器和芯片相连接。光电耦合器又叫做光电隔离器,可以防止电机干扰和损坏接口板电路,还可以对控制信号进行整形。如图6所示。
文中采用两片高速光耦6N137来隔离管脚CLK和CW,可以保证信号耦合后不会发生滞后和畸变而影响电机驱动,并且信号传输速率可达10 MHz;使用1片TLP521来隔离ENABLE使能信号。
2.5.2 步进电机主电路
如图7所示,步进电机的主电路由驱动电路和逻辑控制电路两部分组成。
步进电机的驱动电路采用28 V直流电.电压为4.5~40 V。其中VMB、VMA作为步进电机驱动电源引脚,分别接入瓷片去耦电容和电解电容来进行稳压。OUT_AP、OUT_AM、OUT_BP、OUT_BM 引脚分别为电机的两相输出接口。NFA和NFB分别为电机A、B相最大驱动电流定义引脚,其计算公式为:Iout(A)=0.5(V)/RNF,假设电机每相的最大驱动电流为2.5 A,则RNF=0.28 Ω,则PGNDA、PGNDB、SGND分别为电机A、B相驱动引脚地和逻辑电源地。
逻辑控制电路的电源为5 V,VDD是逻辑电源引脚,外接去耦电容和旁路电容减小噪声;M0和PROTECT分别为工作状态和过流保护指示灯;M1和M2为细分设置引脚,与拨码开关连接能得到不同的细分值。
2.6 显示模块
显示电路作为智能分度头的输出接口,可以显示加工过程中的状态等信息。本设计中显示模块采用OCMJ4X8A液晶显示屏,可以方便地显示汉字及图形;可全屏显示系统所有信息;电路结构简单,便于控制,功耗低,满足配合单片机的液晶驱动模块显示数据的需求。
3 系统的软件设计
3.1 软件设计的总体思路
本研究的软件设计采用C语言编程,与汇编语言相比,有较好的移植性。程序设计使用2个标志位i、j来实现系统的逻辑控制。当自动模式按键按下后,标志位i=0;当手动模式按键按下,标志位i=1。在手动模式下,标志位j=0时,手轮脉冲发生器产生作用;标志位j=1时,可以通过输入分度数、转速和转向来控制步进电机。如果没有按键被按下,则主程序进行循环扫描。
3.2 系统程序流程图
系统的流程图如图8所示。
4 结束语
文中提出了一种智能分度头的设计方案,通过Atmega16单片机使分度头具有自动和手动两种控制模式,能方便的进行对分度头的控制。试验证明,效果良好,达到预期目标。