7 标准化WG中无源元件嵌入的课题
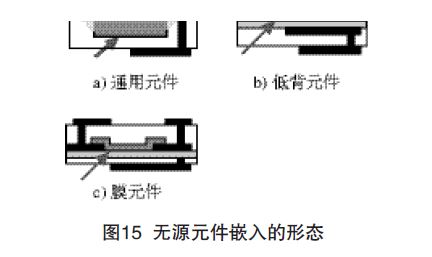
图15表示了无源元件嵌入构造的三种代表性形态。这种形态已经有10年左右的实用化,其优点是可以使用特性保证的元件,可以使用现有设备进行制造。
另一方面,对PCB的市场要求是“更薄”.特别是模组元件中“低背化”是重要的关键词。因此第一要求嵌入元件特别是无源元件芯片的低背化。由于元件制造商的开发努力,已经实现0.15 mm厚度(1005尺寸,0603尺寸)的薄型化。另外PCB本身也要求成品板厚的薄型化,但是由于为了实现高集成度的线路,不得不增加厚度,因此希望使用更薄的内层芯板,部分嵌入铜(Cu)箔的0.05 mm左右的内层芯板也已经实用化。在表面安装时的再流焊工程或者基板制造工程中存在处理困难的担心。根据这种状况,近年来采用图15(b)所示的导通孔连接方式。这种方法是在内层上安装的元件电极上进行直接线路板的导通孔连接的方式(有源元件情况下面朝上)。采用这种方式,元件安装只有安装(Mount)工程,与再流焊方式比较,简化嵌入工艺的同时降低了成本,然而为了实现这种方式正在提出若干技术课题。EPADS研究会的标准化WG中正在进行讨论。
第一是确保导通孔与元件外部电极的位置精度,它的影响因素如下。
(1)外部电极尺寸。目前的0603尺寸通用品中外部电极幅度为0.10 mm ~ 0.15 mm左右。一般PCB中激光导通孔内层焊盘径为φ0.20 mm左右。这样导通孔的一部分有可能偏离电极。
(2)元件安装精度。现在的安装机中一般安装精度为±0.05 mm程度。考虑到元件尺寸,咋一看数值较大,但是在表面安装中利用焊料的自动调准(Selfalignment)效果可以确保再流焊以后的元件位置精度。但是安装采用导通孔连接方式的元件时使用树脂系粘结剂,这时不能期望有自动调准效果。
(3)激光导通孔的调准(Alignment)。一般的激光导通孔加工时,以事前形成的线路层的对准标记(AlinmentMark)为基准进行加工。内层与元件的位置精度不能保证时,就会引起元件与导通孔的位置偏离。
第二是元件端子电极的镀层。通用元件的电极最外层一般是镀锡(Sn)层。由于激光导通孔进行镀铜(Cu)层连接,因此元件电极也希望是镀铜层。这时要经过PCB的去沾污和化学镀铜工程,因此必须形成经得起这些工程的保护膜。
第三是元件高度的波动度。元件高度的波动度即成为导通孔深度的波动度。希望从激光加工和镀层两方面进行导通孔深度的统一。
导通孔连接方式中,这些因素还会相互影响和重叠,希望以PCB制造商,元件制造商和安装机制造商为主的关系者作为开发的共同目标。
如图15(C)所示,PCB内层上制造进入元件的构造于1990年代后期进行研究开发,现在已有许多开发例,还没有适用的实用品事例。然而它对于PCB的薄板化极为有利,期待着它的实现。为此实现稳定的元件特性是第一的,希望同时进行材料研究和工艺技术的确认。
8 结语
进入21世纪以来,将会迎来元件嵌入PCB正式实用化的时期,今后将会迅速发展,为此嵌入元件的规格化或者评价方法等的标准必须紧紧跟上。新的嵌入技术的开发将会层出不穷,数年以后元件嵌入基板将会克服各种课题,成为通用的安装技术而固定下来。
关于元件嵌入PCB的可靠性评价本文只是介绍了制造上的技术课题,此外还有CAD设计上的相应课题或者包括元件检查在内的最终检查技术,PCB制造商与用户之间的品质保证契约上的课题等。(作者:蔡积庆)