摘要:设计了一种以MCS-51单片机为控制核心的钢纤维排序设备控制电路,利用单片机产生PWM控制信号,根据进料的多少,来控制排序磁场的大小,有效地解决了钢钎排序电路效率低、发热大的问题,实现了励磁磁场与进料速度的智能控制,实现了系统的高可靠性,大大地提高了钢纤维的排序包装效率。
关键词:AT89C51;钢纤维;PWM控制;钢钎排序电路
0 引言
钢纤维是混凝土理想的增强材料,在混凝土中均匀地按比例掺入钢纤维,可以使混凝土在抗拉、抗冲击、抗裂、抗剪、抗耐磨、抗疲劳强度、抗冻融性能上比普通混凝土有很大提高。国外有研究表明,在混凝土中加入0.75%~1%的钢纤维,可以大大提高高强度混凝土柱的弹性和延展性。
国内外对钢纤维在混凝土制作方面的应用研究较多,但是在钢纤维的包装技术方面的研究基本还是空白。钢纤维的有序包装不只是影响到钢纤维的运输,还直接影响到钢纤维的使用效果。采用人工排序的方式效率很低,自动化的钢纤维排序设备研究具有重要的意义。本文设计的钢纤维排序设备利用单片机进行智能控制,采用电磁排序法进行钢纤维排序。
1 系统总体方案设计
电磁排序法的工作原理是在同一表面内设计有平行磁力线N、S极,同时设计有垂直N、S极磁力线。纸箱坐落在电磁铁中心,通电后被磁力线包围,采用圆筒振动筛均匀布料,钢纤维在从振动筛落入包装箱的过程中,受到磁力线的作用,从而依据磁力线方向,在箱内直接有序排列。系统控制电路结构如图1所示。

来料速度检测模块采用无接触式速度传感器检测振动筛电机的转速,从而得到振动筛的振动速度和振动筛的给料速度。
根据给料速度的大小,单片机控制排序励磁电路励磁电流的大小,从而控制排序磁场强度的大小,使得排序整齐而电流不过大,限制电路发热量。料满检测模块采用红外传感器,检测包装箱内装料的量,当装料快满的时候,发出料满信号,溢料保护模块发出报警信号,如果包装箱一直没有更换,则当料满以后,系统停止工作,防止溢料。系统启动以后,散热控制模块启动散热装置,当过热保护模块的温度传感器检测温度高于设定的安全温度时,系统停机。
2 系统硬件设计
2.1 MSC-51单片机控制模块设计
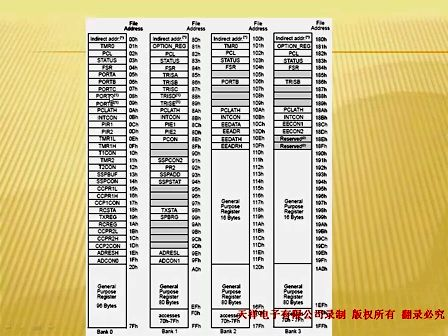
AT89C51是一种带4 KB闪烁可编程可擦除只读存储器(Flash Programmable and Erasable Read Only Memory,FPEROM)的低电压,8位高性能CMOS微处理器。该器件采用Atmel高密度非易失存储器制造技术制造,与工业标准的MCS-51指令集和输出管脚相兼容。由于将多功能8位CPU和闪烁存储器组合在单个芯片中,Atmel的AT89C51是一种高效微控制器。
单片机的P1.0~P1.4作为来料速度数据输入口,过热信号、料满信号通过中断0和中断1,即P3.2,P3.3口输入,P2.0~P2.4分别为排序励磁PWM控制信号、退磁控制信号、过热报警控制信号、料满报警控制信号输出口。
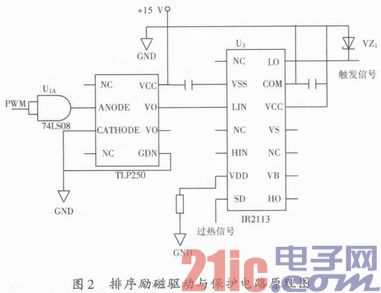
2.2 排序励磁驱动与保护电路
排序励磁开关管的驱动与保护电路如图2所示,单片机输出的PWM信号从P2.0引出后,经过74LS08整形,消除信号抖动造成的干扰。然后通过光耦TLP250进行隔离,将钢钎排序设备的控制电路与主电路隔离,避免主电路对控制信号的干扰。
励磁电路开关管驱动选用专用驱动芯片IR2113进行驱动,IR2113是高可靠性、大电压、高速、两路触发的大功率MOSFET或IGBT的驱动器。
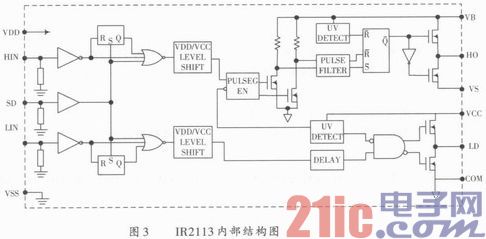
内部电路如图3所示。其控制输入信号使相应输出端有触发信号输出。低压侧输出(L0)取决于VCC,高压侧输出(H0)取决于浮点值VBS。两路输出间的耐压值为500 V。低压侧输出和高压侧输出与对应输入信号同步,两路输出都受SD控制。高电平时无输出,只有SD为低电平时,输入信号的上升沿才能触发输出。
IR2113可以输出两路输出,但是本设计主电路只有1个开关管,只用L0单独输出。从TLP250引入的PWM信号与IR2113D的LIN端子相连,L0与主电路开关管的控制极相连,COM端与开关管的阴极相连。
电路过热信号与SD端子相连,当主电路过热后,通过SD关闭开关管出发信号输出,从而使主电路断电起到保护的作用。VZ1为稳压二极管,防止电压过大损坏开关管。
3 系统软件设计
主电路中采用直流斩波技术来调节励磁电流的大小,利用单片机内部定时器功能产生PWM控制信号来控制斩波电路开关管,控制系统的控制流程图如图4所示。
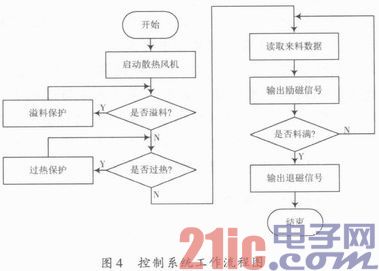
系统启动后,首先开启散热风机,然后检测包装箱是否已经装满,装满的话开启溢料保护,输出溢料报警,等待更换包装箱。没装满的话则检测系统是否过热,过热的话则启动过热保护,正常的话则读取振动筛速度,根据振动筛速度,决定输出励磁PWM信号的占空比,从而控制主电路中直流斩波电路输出电压的大小,进而控制排序电磁力的大小。
当包装箱即将装满时,输出退磁信号,对箱内钢纤维进行一次性整体退磁。包装箱没满的话,继续检测振动筛速度,根据振动筛速度实时调整励磁控制信号。实现排序电磁里的足够大,同时避免磁场的过度饱和而严重发热。
4 结语
本文设计的钢钎排序设备主电路采用直流斩波器调节排序励磁的大小,控制线路以MCS-51单片机为控制核心进行设计,系统成本大大降低,降低成本的同时,实现了励磁磁场与进料速度的智能控制,同时,提供了溢料保护,过热保护,实现了系统的高可靠性。该系统成本低,智能化,大大的提高了钢纤维的排序包装效率。