0、引言
GDS(有毒有害气体检测系统)包括可燃气体报警器和硫化氢报警器等,是保障人身安全的安全设备,在工厂里起着举足轻重的作用。目前多采用二次表-报警器进行报警显示。
某罐区有可燃气体报警器10台,硫化氢(H2S)报警器10台,由于导线距离长,且采用的是24芯电缆,在线间形成电容性积累电荷,造成信号干扰,使报警器的二次表因受干扰频繁产生错报,无法正常使用。
由于罐区覆盖面积大,所以信号导线多且杂,而且与220V仪表供电线敷设在同一槽线盒。其中距离较远的几十台报警器的二次表因而受干扰产生错报,具体有两种表现形式:一是频繁产生误报,即一次表指示不超标,但二次表出现高报;二是联报,即一台一次表测得高报信号,却引起多台二次表显示高报,干扰了正常的生产。
可燃气体报警器的信号线不是屏蔽导线,且没有为它单独敷设槽线盒,是导致问题的根本原因。由于现场不能准确判定干扰源,全部更换导线工程量大,投资高。如下图所示:
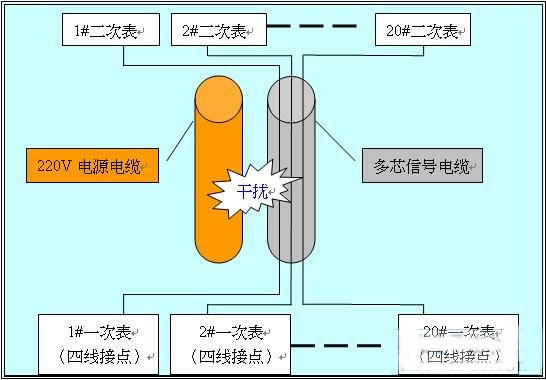
图1 报警器干扰系统结构示意图
但是,全部更换导线浪费大,工程量大,且罐区现场动火危险性高。因此需要摸索一套工程量小的修补方案来解决问题,保护前期投资。
1、改造方案选择
方案一:全部更换受干扰的信号线。重新布槽线盒,更换多线电缆为三芯电缆,每块一次表单独一根电缆。
方案二:离现场150米处有一间消防泵房,将20台表的信号线引到泵房,在泵房内安装一台PAC,转换为数字信号集中传送到主操作室,泵房到主操作室只需要拉一根光缆,形成现场数字通讯系统。
费用概算如下表:

评估:因为光缆不怕电磁干扰,所以不受线间干扰影响也能解决问题。但泵房环境对PAC提出严格安装条件:出于安全考虑,必须要将数采控制器和卡件置于隔爆箱内。但密封的隔爆箱散热性能差,夏季高温可能会超出PAC的工作温度范围。
方案三:以上两种改造方案都需要更换电缆,所使用的信号都必须经过二次表转换,且显示为接点信号,不易观察具体报警值,很不直观。
因此,更换一次表为能输出4~20mA电流信号的模拟表,20台共花费14万元。同时,不用二次表显示,模拟信号直接通过原24芯电缆进入主操作室,接入PAC中,用工控机作为上位机显示数据。由于电流信号抗干扰性比接信号强,再加上数采控制器的滤波抗干扰特性,应该能解决信号干扰问题。
评估:此方案避免更换电缆的巨大工作量,而且从质的方面升级了系统,大大提高了测量的可靠性和自动化水平。但投资较大。
方案四:更换一次表为能输出4~20mA电流信号的三线制模拟表,仍用原24芯电缆。由于每台一次表由四线改为三线,则可将空余出来的一根电缆线作为屏蔽线进行接地处理,让其不要产生多余的电荷从而造成干扰。
另外,在主操作室加装1台20A直流稳压电源来给一次表供电,增大了供电功率,进一步提高了稳定性。
费用概算如下表:
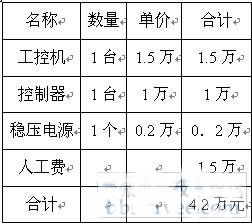
评估:此实施方案不用二次表作为显示设备,节省费用20X0.4万=8万元。
2、方案验证
综合分析认为,方案四最佳。这套方案不但完全利用了现有的电缆线,还把信号的质量全面提高了,更重要的是这个方案是节省钱的(8-4.2=3.8万元)。但其有效性需要实验证明。
如果方案四不理想,那方案三同样也不适用。
如果方案四失败,考虑验证方案二,但要解决PAC的防爆问题,用隔爆箱则带来散热问题。
其它三种方案都无法解决问题时,就只有按方案一实施改造。
2.1、方案四系统配置
PAC的硬件选用研华公司的PAC控制器ADAM-5550KW,模拟量采集比较多,此系统在我厂已有多套应用,以其运行稳定成为我们的首选产品。也因为这台控制器的处理能力比较强,为将来罐区所有的仪表(包括油位、温度、流量等计量值)改造也做好了系统容量的准备。
由于监控需要人机界面(HMI)软件选用开物2000,这是一套国产软件,在石化行业有较多应用,在我厂也有多套在用,它有专门针对ADAM-5550KW控制器开发的驱动程序。因为研华公司的ADAM-5550KW控制器运行的是WinCE操作系统,所以这次系统改造中我们暂时还是采用一台研华工控机来运行开物2000的组态软件。待以后有时间时再将组态软件移植到控制器中运行,直接接显示器就可以了。这样能省掉一台工控机的费用。
1、PAC简介
PAC (Programmable Automation lController,可编程自动化控制器) ,是由ARC咨询集团的高级研究员Craig Resnick提出的,定义如下:
具有多重领域的功能,支持在单一平台里包含逻辑、运动、驱动和过程控制等至少两种以上的功能。
单一开发平台上整合多规程的软件功能如HMI及软逻辑, 使用通用标签和单一的数据库来访问所有的参数和功能。
软件工具所设计出的处理流程能跨越多台机器和过程控制处理单元, 实现包含运动控制及过程控制的处理程序。
开放式、模块化构架,能涵盖工业应用中从工厂的机器设备到过程控制的操作单元的需求。
采用公认的网络接口标准及语言,允许不同供货商之设备能在网络上交换资料。
使用软逻辑PAC控制器的优点:
1、强大的PC-BASED 功能:
大容量的存储能力
众多方便、灵活的通讯端口
强大的浮点、数学运算能力
复杂的控制算法(模糊控制)
强大的软件功能,方便增加功能库
内嵌的低成本以太网
2、编程软件:
多任务架构
国际通用编程标准IEC61131-3,
同时支持五种语言编程:梯形图、功能块、ST、IL、SFC等,
编程快速上手,无扰切换
PAC软逻辑控制器—ADAM-5550KW

CPU AMDGeode GX533(GX2)
I/O 能力8槽
LED 指示灯电源、CPU 和通讯
内存128 MB DDR SDRAM,带 512KB电池备份
1xCompactFlash 卡(内部)
操作系统Windows CE 5.0
实时时钟有
看门狗定时器有
通讯协议Modbus/RTU 和 Modbus/TCP
最多节点数32
媒体带RJ-45接口的2X 以太网接口
传输速率10M/100M bps (10/100 Base-T)

现场信号直接连接到AI卡ADAM-5017的端子上,用ADAM-5550KW采集到信号值并进行处理后,将数据放入MODBUS存储区;采用MODBUS TCP协议传至工控机,再由开物2000软件完成图形显示。
对ADAM-5550KW编程采用KW-Multiprog开发工具进行PLC程序的编写,硬件配置简单明了,如下所示:
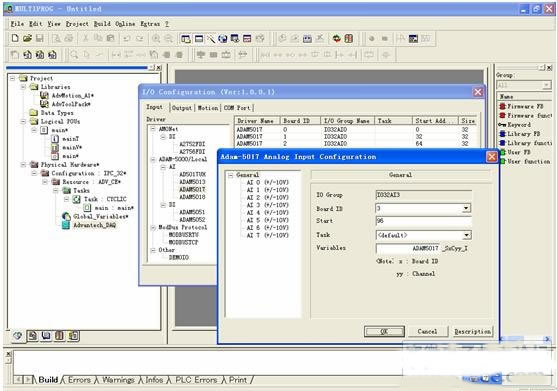
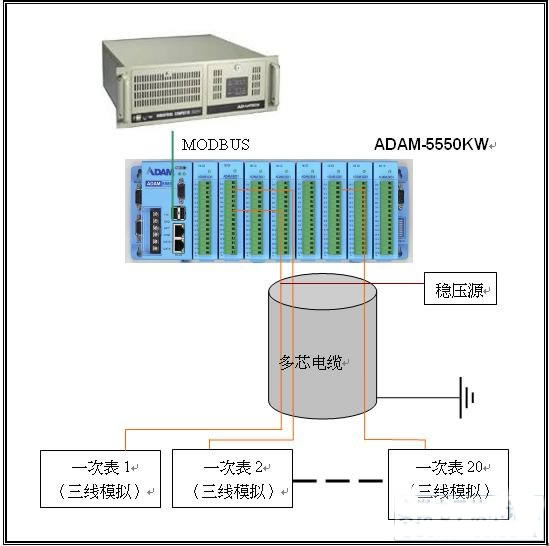
图2 改造后的报警器系统结构示意图
2.2、方案四应用效果
这套方案通过采用研华PAC将现场一次表转换为数字信号集中传送到主操作室,构成数字抗干扰优势代替二次表完成报警功能。方案投用后,原有的强噪信号被有效抑制,干扰幅度不超过0.3%,完全削除了误报现象,增强了系统的可靠性。而且计算机系统比二次表的优势是,数据显示直观精确,并有历史记录功能,受到工艺操作人员的普遍欢迎。
工控机作为显示设备,可以接收更多的数据,为将来的仪表扩建提供了宽裕的硬件平台。
工控机的数字量可通过网络将可燃气和硫化氢含量值上传到实时数据库中。
由此,我们认为方案4,完全满足了我们的要求,是最佳方案。所以就不再验证其它方案了。至此,我们圆满地解决了问题。
3、小结
通过运行最新的高科技含量的计算机和控制设备,只用了少量的投资,就将原有的30万元的设备盘活了,并从本质上提高了应用效果。而且把改造所需的工程量减到最低。
此项目的成功实施,得到以下经验:
1、对于仪表专业常遇到的线间干扰的故障处理,提供了新的解决方式,即改用PAC来转换信号,排除干扰。PAC(包括本项目所使用的研华公司的ADAM-5550KW)在信号采集过程中的滤噪功能相当有效,对解决现场干扰提供了避免浪费的修正手段。
2、计算机显示技术替代二次表显示是科技进步的必然趋势。工业控制用的计算机可靠性极高,不但处理能力强大,显示形式灵活直观,并且提供对外的实时数据接口。这使控制水平有了质的飞跃。
3、本项目中搭建起来的PAC硬软件系统是一个容量很大的平台,可满足将来罐区所有的仪表(包括油位、温度、流量等计量值)改造的需要。为罐区自动化水平的提升作了准备。
参考文献:
1、ADAM-5550KW Series User’s Manual Ed-1.0.pdf