传统的饮料灌装生产线的电气设备控制系统是传统的继电器—— 接触器控制方式,在使用过程中,生产效率低,人机对话靠指示灯+按钮+扬声器的工作方式,响应慢,故障率高,可靠性差,系统的工作状态、故障处理、设备监控与维护只能凭经验被动的去查故障点。且在生产过程中容易产生二次污染,造成合格率低,生产成本增加。而自动化生产线在众多领域应用得非常广泛,其控制部分常常采用可编程控制器(PLC)控制,它使得生产线运行更加平稳,定位更加精确,功能更加完善,操作更加方便。
可编程控制器(PLC)是以微处理器为基础,综合计算机技术、自动化技术和通讯技术而发展起来的一种新型工业控制装置。它将传统的继电器控制技术和现代计算机信息处理两者的优点结合起来,成为工业自动化领域中最重要、应用最多的控制设备。国际电工委员会(IEC)1987年2月颁布的可编程序控制器第三稿中定义:“可编程序控制器是一种数字运算操作的电子系统,专为在工业环境下应用而设计,它采用了可编程序的存储器,用来在其内部存储执行逻辑运算、顺序控制、定时、计数和算术运算等操作的指令,并通过数字式和模拟式的输入/输出(I/O),控制各种类型机械的生产过程。可编程序控制器及其外围设备都按易于与工业系统联成一个整体,易于扩充功能的原则设计”。简单说,可编程序控制器是一个专门用于工业控制的通用计算机。
PLC顾及了工业现场的环境,具有可靠性高、抗干扰能力强;功能完善、组合灵活;编程方便;安装、维修简单等特点。因此,在生产流水线,机床设计改造等复杂系统中,PLC代替继电接触控制已成为必然。
在饮料灌装机设备方面,美国、德国、日本、意大利和英国的制造水平相对较高。我们可以通过这些国家的饮料灌装机的发展趋势来确定我们国家于他们之间的差距,应该向哪方面发展才能缩小之间的差距,是我国的饮料灌装机尽快跻身世界先进行列。本文在研究了PLC的特点、基本结构和控制方法的基础上,将PLC技术引入了饮料灌装生产线,设计了基于PLC的饮料灌装设备,并在杭州娃哈哈公司得到了初步应用。
1 PLC的基本结构
PLC本质上是一台用于控制的专用计算机,因此,它与一般的控制机在结构上有很大的相似性。PLC的主要特点是与控制对象有更强的接口能力,也就是说,它的基本结构主要是围绕适于过程控制的要求来进行设计。
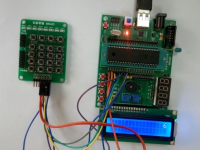
一个可编程序控制器系统的基本组成如图1所示,它包括以下几个部分。

(1)CPU模块:CPU模块是可编程的核心模块,它主要由微处理器和存储器两部分组成。
(2)输入/输出模块:输入/输出模块是可编程控制器与现场设备连接的接口。
(3)编程设备:编程设备是可编程控制器系统中最重要的外围设备,利用它可以输入、检查、修改、调试用户程序,也可以在线监视可编程控制器的工作情况。
(4)电源模块:电源模块将交流电源转换成可编程控制器所需要的直流电源,是可编程控制器能够正常工作。
2 饮料灌装生产线控制要求
(1)系统通过启动按钮设定为自动操作模式,启动后生产流水线传送带的驱动电机启动并一直保持到停止按钮动作或灌装设备下的传感器检测到一个空瓶子时停止;
(2)当瓶子定位在灌装设备下时,延时1秒,灌装设备开始工作,5秒后自动停止;
(3)瓶子装满饮料后,传送带驱动电机必须自动启动,并保持到又检测到一个新的空瓶子或停止按钮动作。系统工作流程图如图2所示。
图2 饮料灌装生产线PLC控制系统工作流程
3 软件设计
软件采用梯形图编程,由模块化原则划分为相对独立的功能块。由于初始启动电流较大,若以直接通过电流大小判断电机工作状况,则会发生报警误动作。我们采用速动保护,使系统通过软件实现,当启动初始避开报警判断,再进入电流保护检测状态。
软件设计规定了在设定方式下,不同设备的运行状态和在线设备的连锁起/停条件。系统开机后,先检测工作状态选择按钮,任何情况,急停按钮均可停止全部设备,以备突发事故时使用。
4 结束语
本文利用PLC自身的特点和优势,设计了饮料灌装生产线PLC控制系统,系统硬件组成简单、灵活,投资少软件有丰富的指令,可以完成各种复杂的控制功能。