0 引言
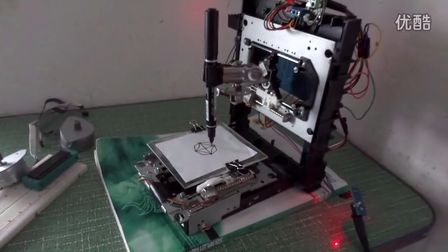
随着电子工业的发展,电子产品越来越多,电路板上元器件的密度越来越大,并且多为贴片式元件。传统的手工焊接,比较适合直插式元件,对于贴片式焊接效果就差强人意,并且效率很低。同样,传统的的拆芯片方式,一般都用热风枪吹,这样也能够达到目的,但周围的小芯片容易被吹移位。基于以上的原因,有必要改变传统的手工焊接方式和用热风枪拆芯片的方式,采用计算机控制红外线加热的自动焊接。
近几年国内逐渐开始使用拆焊台和回流焊,但普遍存在以下问题:(1)控制芯片采用简单的单片机,以"裸奔"为主没嵌操作系统,从而导致系统过于简单或分配不合理。(2)传感器一般都采用热电偶,但不加补偿电路,而且很少在程序中采用算法,这样加热器件往往存在惯性和滞后性,从而导致控温不精准。(3)没有将拆焊台和回流焊炉集于一体,使硬件利用率不高。
因此,本文提出并研究设计了一种基于μC/OS-II嵌入式实时系统的智能拆焊、回流焊温度控制系统。
1 智能拆焊、回流焊台电路设计原理
本设计利用热电偶传感器检测出与温度对应的电压信号,然后经27L2放大和ARM7内部A/D转换成处理器可识别的数字信号。再通过ARM7来采集温度信号并对其进行运算、处理,最后根据运算、处理的结果来控制红外线灯头和电热盘。整个过程通过液晶显示屏(128×64)清晰显示。能够智能控温,顺利拆、焊多种型号芯片。加热灯头能够按规定的温度曲线加热,可设置存储8条曲线(掉电数据不丢失)。预热盘能够保持设置的恒定温度(误差不能超过3℃),有实时温度跟踪功能。

图1 设计方框图。
主要包括电路供电单元、信号检测电路、执行控制单元、人机交互界面几部分单元模块。
2 硬件电路
2.1 电路供电单元
主要由变压器、整流二极管、滤波电容、集成稳压器等构成,为电路提供5V、3.3V和1.8V的稳定电压。
2.2 信号检测电路
主要由热电偶、运算放大器27L2、DS18B20及ARM7内部AD等组成。将温度转换成处理器可识别的数字信号。
本设计的温度采集电路如图2所示,在P6口的1、3引脚接热电偶传感器的正端,2、4引脚接热电偶传感器的负端。热电偶采集到信号后经C00、C10(高频滤波电容)将高频杂波滤除,再经27L2(低频小信号放大器)将信号放大,其中R64与R63的和与R65的比值即为U3B的放大倍数,同理,R60与R62的和与R61的比值为U3A的放大倍数。放大后再经C01和C11将高频杂波滤除,最后该信号被传到ARM7,经其内部AD转换器将模拟电压信号转换成处理器可识别的数字信号。当热电偶传感器探头部分的温度发生变化时,热电偶传感器两端的电压也按一定比例对应发生变化,然后该电压信号经27L2放大,再经ARM内部AD将模拟量转换成数字量,ARM处理器得到数字量后便知道现在的温度。当然要想精确测温仅有热电偶测温模块是不够的。
图2 温度采集电路。
因为热电偶传感器有一个缺陷,它测的温度是探头与冷端之间的温度差,也就是说若仅用上述电路测温,则只有在冷端温度为零点的情况下测得的温度才是最精确的,冷端的温度与零点的温差越大,测得的温度数据越不精确。而本设计中焊台加热的同时,热电偶冷端温度会变化,从而造成了测温不准确。为了解决上述问题,特别增加了DS18B20作为补偿,在工业上称为补正系数修正法。应用的公式为:
T=T1+kT2
式中T为实际温度,T1为DS18B20测得的温度,T2为热电偶传感器模块测得的温度,k为补正系数,这里取0.82。
2.3 ARM最小系统
本设计采用ARM7作为主控芯片,主要因其性价比高、资源丰富、工作稳定可靠。它带有32kB的片内Flash程序存储器和8kB的片内静态RAM;128位宽度接口/加速器可实现高达70MHz工作频率;10位A/D转换器提供8路输入;2个32位定时计数器和2个16位定时计数器;多达32个通用IO口,可承受5V电压;多个串行接口,包括2个UART、2个I2C总线、SPI和具有缓冲作用和数据长度可变功能的SSP;多达13个边沿、电平触发的外部中断管脚;一个可编程的片内PLL可实现最大为70MHz的CPU操作频率等等。
在图3ARM最小系统中,11.0592M的晶振和两个20pF电容为系统提供稳定的工作频率,然后再经ARM内部锁相环倍频使其工作频率最大可达70MHz。图中的U1为CAT1052,它为系统提供稳定的复位电路,同时为系统提供了256字节的可读写的E2PROM,使系统存储掉电不丢失数据空间。
图3 ARM最小系统及外部存储电路图。
2.4 执行电路
该设计的执行电路如图4所示。其中PL端口接控制指示灯,PS1为AC220接口,PS2为灯体接口,PS3为电热盘接口,网络标号KONG1和KONG2接ARM的两个控制引脚。当ARM测到当前温度低于温度曲线上的对应温度(即当前需要加热到的温度)时ARM处理器便让对应的控制端口置零,此时对应的光电耦合器(US1或US2)的发射端工作,使接收端导通,这时电源电压经触发二极管(DS1或DS2)和300Ω电阻后到达双向晶闸管(QS1或QS2)的触发极使其导通,这样电热盘或灯头便开始加热工作。类似的道理,当ARM的控制端给出低电平时,对应的可控硅截止,灯头或电热盘停止加热。
图4 执行模块电路图。
2.5 人机交互界面
这部分作为人机接口,主要实现与本设计系统的交流,由液晶显示屏(128×64)和独立键盘构成。操作者可通过键盘选择功能,让系统执行特定命令或进入特定状态,而系统则通过液晶显示屏告诉操作者其所处的状态或温度曲线。从而实现可视性的人工操作与实时的输出显示。
3 软件设计
3.1 嵌入式实时操作系统μC/OS-II
μC/OS-II是一个基于抢占式的实时多任务内核,可固化、可剪裁、具有高稳定性和可靠性。实时操作系统的使用,能够简化嵌入式系统的应用开发,有效地确保稳定性和可靠性,便于维护和二次开发,除此以外,μC/OS-II的鲜明特点就是源码公开,便于移植和维护,可裁剪性强。
编完程序在调试过程中经常会遇到程序跑飞或陷入死循环等问题,但本系统嵌入了μC/OS-II操作系统,把整个程序分成多个任务,包括液晶屏显示任务、键盘扫描任务、数据处理运算任务、终端控制任务、温度采集任务,每个任务相对独立。然后在每个任务中设置超时函数,时间用完以后,任务必须交出CPU的使用权。即使一个任务发生问题,也不会影响其它任务的运行。这样既提高了系统的可靠性,也使得调试程序变得容易。
当然有利必有弊,在系统中嵌入μC/OS-II必将增加系统的开销,这需要系统有足够的RAM空间。在本系统中采用了ARM7(LPC2103),带有8k的RAM,再加上我们选择操作系统的功能也不多(μC/OS-II操作系统可裁剪),8k的RAM已足够用。
3.2 程序流程图
图5 程序流程图
4 结束语
本设计实现了以下几个方面的功能:
(1)系统在软件上以μC/OSII实时系统为系统平台,以ADS1.2为编译器开发了适用于拆焊、回流焊工业控制系统的软件,软件内核采用多任务设计构架,将控制过程划分成多个任务,按照优先级的方式轮流工作,体现了实时系统任务分配合理、响应快、可移植性好的优点。
(2)控制策略方案综合考虑了模糊控制和PID控制的特点,针对模糊控制在控制精度上的不足,采用模糊-PID混合控制的方式,充分发扬两种控制方法的优点,以适应系统温度受控对象惯性大、滞后性强的特性,使系统在控制策略上有了很大的改善。
(3)集回流焊炉和拆焊台于一体,使同一台机子既能当回流焊炉用,又能当拆焊台用,提高了硬件利用率和性价比。
(4)采用高精度智能8段可编程控制全程控制,即开即用,无需预热,小巧多用,增加了测温补偿功能,可在高温度环境下稳定运行。
电子时代的到来对回流焊机、拆焊台的需求越来越大,因此多功能智能拆焊、回流焊台的设计将对电子工业的发展有很大的促进作用。

![[四轴飞行器教程]适合新手的简单PID调节方法,任何飞控通用](/Uploads/2014_12/video/vi8fc8d028840bfa6c191d73d8eafcc08b_s.jpg)