0引言
人造金刚石是一种重要的工业原材料,几乎涉及国计民生的各个领域。我国目前是金刚石生产和出口大国,产量约占世界产量的2/3。但是,国产金刚石工业产值却只占世界工业产值的1/3,这主要是由于质量不高所造成。生产人造金刚石的主要设备是压机,从我国目前生产金刚石的设备来看,大部分生产厂家使用六面顶压机,随着国内六面顶腔体的大型化和对这一技术的发展应用,与国外在技术装备上的差距在进一步缩小。但是,国内在压机的控制水平上还相当落后,阻碍了金刚石质量的提高。因此,提高国内金刚石压机的控制水平成为当务之急。
1金刚石的合成工艺
人造金刚石是由石墨片、触煤片在一定的压力、温度条件下生成所得。目前,金刚石生产工艺过程中一个重要的技术环节是压力的台阶型变化,即在金刚石合成初期,将压力分成几个压力段,并在每个台阶压力上保持一段时间。对于温度控制,目前广泛采用的恒功率控制,该技术的最大弱点是:当加热时间足够长时,石墨在催化剂中再结晶成片状,不利于金刚石的生长。对于温度的控制,我们可以通过对加热电压的间接控制来实现,且这种控制方法在实践中也能达到很好的控制效果。
2.硬件设计方案
2.1TMS320LF2407简介
TMS320LF2407片内集成有32kFLASH,1.5k字的数据/程序RAM,544字的双口RAM(DARAM)和2k字的单口RAM(SARAM);10个10位ADC外围接口,CAN总线接口,4个通用定时器和一个看门狗计时器;运算数率高,单个指令周期执行时间仅为33ns;工作电压为+3.3V,工业级温度范围-40~+8°C,特别适合于工业应用。由此可以看出该DSP控制器将实时处理能力和控制器外设功能集于一身,为控制系统提高实时性、实现小型化和低成本提供了一个理想的解决方案。另外,压机的控制变量和所接的外设较多。选用DSP控制器,正好利用它的实时控制能力强和集成外设丰富的优点,故选用TMS320LF2407作为控制和数字化处理的核心。
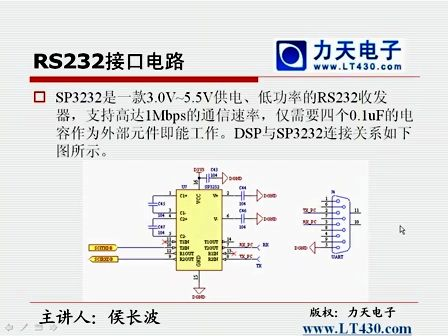
根据压机所需要实现的功能,以TMS320LF2407为核心的系统硬件结构如图1所示。

图1金刚石压机控制系统原理图
2.1数据采集
该系统共有9路信号输入,依次输入DSP的ADIN0~ADIN8接口,分别为6路位移量、1路电压量、1路压力量、1路电流量。其中位移、电压、压力三个需反馈给处理器,从而构成3个闭环控制,电流只是用作显示。采样过程中,需对信号进行滤波,根据要求我们选用二阶有源滤波器,截至频率为10Hz。
在控制系统中温度控制可通过控制金刚石的加热功率来实现,即P=U×I,在此我选用电压控制方法-即控制金刚石的加热电压来间接控制温度。金刚石加热端电压为0~6V,需进行变压、滤波,后转换成0~3.3V信号输入DSP的ADIO口,考虑到实际工业现场干扰较多,在此滤波电路选用二阶有源滤波,截至频率为10Hz。同时选用TIL300芯片来实现光电隔离。
2.2同步和触发
压机的温度大小通过加热电压来间接控制,加热电压的大小通过串联到220V工频电路上的加热晶闸管的导通角大小来严格控制。在此,采用数字触发方式来触发晶闸管的门级。所以必须使得触发脉冲与晶闸管的阳极电压保持严格的相位关系。该系统中,由于晶闸管与工频电串联,所以晶闸管的阳级的电压就是工频电压,所以采用过零检测的办法,检测工频电的过零点,也就确定了晶闸管的阳极电压过零点。然后在此过零点的基础上,再根据计算得出的导通角大小来在合适的时间输出门级触发脉冲。通过过零检测电路,在每次的交流电压过零点处产生一次脉冲,也即确定一次晶闸管阳级电压过零点,从而触发DSP的INT1中断。选用为50Hz工频交流电,周期为20ms,所以10ms一个过零点,也即10ms一次脉冲触发INT1中断。触发脉冲输出信号由DSP的IO口,经数据锁存器产生,通过触发电路电路驱动晶闸管。触发脉冲的宽度由控制器设定,考虑到控制系统为感性负载,触发脉冲应加大,在此设为1ms。
3.控制算法
3.1加压控制
根据工艺要求。加压控制根据合成材料的不同分2~6段超压、保压,超压到90MPa左右,再保压几分钟后卸压,完成一个工序,时间为几分钟到十几分钟。控制过程中,超压采用主泵开关控制,保压采用副泵补压模糊PID控制。
模糊控制具有控制速度快、过程参数变化适应性强、可靠性高、不受工作环境影响、鲁棒性好、灵敏度高、无需精确数学模型等特点。但模糊控制的稳态性能较差,故采用模糊-PID复合控制地方法,以提高模糊控制的精度。如下图所示,压力控制策略是采用多模态分段控制算法来综合比例、模糊、比例积分控制的长处、3种控制方式在系统工作过程中分段切换使用。在偏值大于某一阈值时,希望控制参数能快速跟踪调整,所以采用比例控制;当偏差减小到阈值以下时,切换转入模糊控制,提高系统的阻尼性能,减小超调量。这样,就综合了比例控制和模糊控制的优点。该方法中模糊控制的论域仅是整个论域的一部分,相当于模糊控制的论域被压缩,相当于语言变量的语言值增加,提高了灵敏度和控制精度。在误差语言变量的语言值为零时切换至PI控制,当绝对误差为零或积分饱和时,将积分器关闭。
图2压力控制策略
3.2功率控制
人造金刚石生产工艺要求加热控制是在超压达到30MPa以后开始的,加热控制也分加温、保温几段进行,几分钟或十几分钟后停止加热。该系统中,通过控制金刚石的加热电压来控制加热功率,实践中,这也是一种很好的控制方法。为了精确控制加热功率和温度,加热功率采用基于模式识别的专家智能自整定PID控制算法,如图5所示。在输出和给定存在偏差或系统受到扰动时对系统误差e的时间特性进行模式识别,分别识别出该过程响应曲线的多个特性参数,如超调量、阻尼比、衰减振荡周期、上升时间。所测出的各特性参数值与实现设定好的特性参数值进行比较,其偏差量送入专家系统,专家系统在线推断出为消除各特征量的偏差,控制器参数所应有的校正量Δkp、Δki、Δkd,将它们送入常规的PID控制器,以修正控制器各参数,输出控制信号控制被控对象加热电压,使加热电压响应曲线的特征参数满足工艺要求。设计专家式自整定控制器的核心是:在系统闭环运行时,合理选定描述系统暂态误差特性的各个特征参数,获取特定参数的偏差量与PID控制器参数的校正量Δkp、Δki、Δkd之间的关系。被控对象特征撮弄数的选择方法是先测试被控对象的阶跃响应,再用Cohn-Coon公式计算出特征参数K、Tp、τ。
K=Δy/ΔR=(y2-y1)/(R2-R1);Tp=1.5(t0.632-t0.28);τ=1.5(t0.8-t0.632/3)
式中:Δy为系统输出响应;ΔR为系统阶跃响应;t0.28为系统输出响应曲线中对应0.28Δy时的时间;t0.632为系统输出响应曲线中对应0.632Δy时的时间。
图3加热功率控制策略
4.系统的软件设计
4.1系统主程序
系统软件主程序流程见图6,采用模块化结构。软件采用C和汇编混合编程,在TI的DSPCodeComposer下编译和调试。在控制程序中将采样后的采样值与设定值相比,得出误差和误差变化率,再根据制定好的控制规则来控制电磁阀和晶闸管的通断,从而保证压机能按照设定的时序要求运行。
图4主程序流程
4.2中断程序
该系统实际为实现3个信号的闭环实时控制,考虑到实时性,所用中断较多。主要有过零检测中断、定时中断、采样中断、键盘中断。定时器2、4中断程序负责时间控制以便进行相应的压力、电压时序控制步骤,定时器1、3中断程序控制两个可控硅的控制角大小。电压过零检测中断程序确定与电压同步以便触发,键盘中断控制中断键的响应。其中,在工频为50Hz,周期T为20ms的条件下,电压过零检测中断每10ms发生一次。选用的双向晶闸管需在每半个周期内触发一次。控制角α和触发时刻Tθ之间的关系为:![]() 由于需要对导通角的精确控制,过零检测中断需要及时得到执行,故该中断优先级为最高。
由于需要对导通角的精确控制,过零检测中断需要及时得到执行,故该中断优先级为最高。
4.3数据采集和闭环控制
在每次信号采样时,为消除随机误差,数据采用平均滤波法,其滤波公式为采样次数N越大,X越接近真值。实际应用中,为了提高实时控制速度,采用去极值平均滤波法。在此,即为连续采样8次,去掉一个最大值和最小值,再求余下6个采样值的平均值。
根据金刚石的生成工艺要求,压力和电压需保持为设定的阶梯状变化。在上升阶段为加压和加热阶段,此时只需开启交流泵和两个加热接触器即可。在水平阶段为保压和保温阶段,此时需根据采样时刻相应的偏差值和偏差变化率,根据相应的控制策略来控制。
5.结语
该控制系统具有较好的工业意义,它较PLC的金刚石压机控制器便宜,市场前景更大。同时,DSP(TMX320LF2407)内有CAN总线,便于系统升级,可通过CAN总线将多台压机与上位机构成一网络,便于控制管理。
本文作者创新点:1.鉴于目前市场上压机控制多为PLC、单片机,在此提出以DSP为控制核心,它具有运行速度快,价格优惠的特点.2.且实际中大多采用PID控制压机的温度和压力,在此分别再用模糊控制和专家控制来改进,有较好的鲁棒性能。
导师点评:本文提出了一种金刚石压机的新型控制方案--基于DSP(TMS320LF2407)的嵌入式控制系统,并介绍了该控制系统的软硬件设计。在算法上,根据工艺要求采用智能PID控制和模糊PID控制策略代替传统的PID控制,对人造金刚石生产中的工艺参数加热功率和加压压力实现有效控制,可提高了人造金刚石的质量和品级。以此设计为基础构成的金刚石压机智能控制设备在性能上优于目前市场上以PLC或单片机为核心组成的,采用常规PID算法控制压机的温度和压力的压机控制设备。