在现有数控技术中,最常用的是单主轴的多轴联动数控系统。这种数控系统一般一次只能装夹加工一个工件。而在某些应用场合,需要进行工件的批量加工,单台数控机床的加工效率难以满足需要。尽管可以在单一主轴架上夹装多个主轴头,但因装配误差以及刀具长短不一,同时加工同一种工件时,为保证加工工件的一致性,在机床装配和刀具调整上将花费大量人力物力,使用很不方便;在另一些应用场合,对于同一工件,往往需要一次装夹后采用多把刀具多道工序轮动复合加工完成,每道工序只用其中一把刀具加工。目前,最常用的方式是配置刀库,刀库主要是提供储刀位置,并能依程序的控制,由换刀机构正确选择刀具加以定位,以进行刀具交换[1]。通过自动换刀和工作台分度可对棱柱体类零件进行多工序(如铣、钻、镗、攻丝等) 和多面复合加工,从而解决机械制造企业交货期长、资源利用率低、在制品多和资金周转慢的问题。但无论是复杂的圆盘式刀库,还是较简易的直排刀库,这种配置刀库的方法对数控机床的制造要求较高,机床结构较复杂,同时对数控系统的功能要求配备自动换刀系统,大大增加了系统成本,刀具对刀准备时间以及换刀时间相应增加。因此,对于一些工序较少、成本低,要求快速换刀同时也能批量生产的中小型工件数控复合加工场合,需要增加数控机床的主轴并可根据需要自由配置,满足多工件或多工序加工要求,因此需有相应的数控系统给予支撑。多主轴机床主要针对中小型零件大批量生产需要,工序适当分散,增加同时加工的主轴数量,工件在机床上只有一次装夹定位,既减少了加工辅助时间,提高加工效率,又提高了工件的加工精度。
国内外研发状况
多主轴机床本身诞生较早,最初出现的主要是多主轴车床,当时被美国等国家列为国家的战备物资,主要用于军工生产,多主轴数控铣削机床则出现得较晚。德国的SW公司在20世纪90年代推出了世界上第1台多主轴双工作台卧式加工中心,用于高质量零件的大批量高效生产。该机床设计突破了传统的 “床身—立柱”式方案,发明了一种“立体框架式箱形床身结构”[2]。该床身的特点是由梁柱构成一个封闭式的立体框架,并与传统意义上的“床身”连为一体,形成了一个结构紧凑、高刚性的箱形结构。正是这些结构上的特点,构成了实现其工艺优越性的基础。德国DMG、INDEX和瑞士TORNOS以及日本的一些公司也相应生产了多种型号的数控多轴机床并配置各自专用的数控系统,而且多轴不仅仅局限于切削加工,而是切削加工与激光加工或超声加工相复合。德国DMG 公司几年前就在高速数控铣床的基础上增加了一个激光加工头,推出了铣削与激光复合加工的机床DMU60L。该机装有 1 个功率 为 100W 的脉动式 YAG 激光器,光 束 φ 0.1mm、加工效率 20mm3/ min。工件在这种机床上一次装夹后,先用高速铣头完成绝大部分工作量,再用激光头以层切方式进行精加工,去掉型面的铣削痕迹和加工出精细部分,包括雕刻花纹和图案。国内方面,沈阳创新数控设备有限公司于2004年开始研发国内第1台六主轴数控车床CK2120X6多主轴数控车床,但数控系统选用的是德国Rexroth公司的MTX数控系统[3]。秦川机床集团公司2008年开发出VTM260型龙门式铣车复合加工中心,机床具有七轴五联动功能,复合化程度较高。西安飞机工业有限责任公司也成功利用多主轴数控机床一次加工出多个较复杂的飞机肋类结构零件[4]。近年来,各生产厂家也推出各种小型的多主轴数控铣床,但基本只能实现小批量同时多个工件的加工,难以做到快速换主轴的多工序加工,其原因主要受制于数控系统,目前多主轴数控系统大部分还依赖于进口。对于多主轴的多工件、多工序加工数控铣削系统,要求其生产效率可以与一些高产能专用机床甚至数控加工中心相比,同时要具备一般专用机床所没有的高柔性。为此,本文将提出一种可自由配置多主轴的多工件多工序加工数控铣削系统。
多主轴数控铣床的结构形式
开放化是目前数控系统的发展趋势,PC-NC(个人计算机数控)是目前比较现实的数控系统开放化的途径。因此,本数控系统设计为基于PC+运动控制卡的模式。运动控制卡置于计算机PCI插槽中,控制卡与数控铣床进行电连接,通过计算机上的控制软件对多主轴数控铣床进行硬件配置与控制。控制卡测控信号包含三运动轴脉冲及方向信号、各主轴旋转的开关信号、主轴转速信号、各主轴的旋转驱动使能信号、各主轴的换刀气缸升降使能信号、各轴零位限位信号、对刀信号以及手轮输入信号等。 Y 轴驱动电机驱动工件装夹底板做Y 轴方向的运动。整个主轴系统安装在主轴横梁上,主轴横梁由一路伺服驱动电机驱动做 X 向 正负运动, Z 1、 Z 2、 Z 3 等多个主轴安装于主轴横梁上。此系统必须同时满足中小型多工件加工和多工序铣削加工的需要,因此,多工件加工和多工序加工需要采用不同的机床结构形式,两者区别主要在于轴的驱动形式。
(1)多工件加工机床。
此种配置用于批量加工的同步驱动模式,主轴横梁本身不能在Z 向上下运动,每个主轴各由1路Z 轴驱动电机通过丝杠螺母副形式进行上下驱动,如图1所示。加工时需通过模拟开关调整,使3主轴电机同时或选择部分进行驱动,对同一个工件而言,3主轴运动控制完全一致,从而可以实现1路驱动信号同时驱动3个轴运动的效果。但因初始安装位置无法保证绝对一致,以及刀具长短因型号或磨损原因而不同,3轴刀具加工点的Z 轴位置一般很难保持一致。为了使同时加工的工件外形尺寸完全一致,需要依次调整3个主轴使各轴工件坐标相同,即保证各主轴刀尖处于同一个水平面上,才能保证加工深度一致,从而也能保证加工的工件外形尺寸的完全一致。

图1 多工件加工机床结构
(2)多工序加工机床。
此种配置用于多工序的轮动驱动配置模式,整个主轴横梁可在Z 方向上下移动,只需一个Z 轴驱动模块。理论上前述批量加工的同步驱动模式也可实现轮动驱动模式,但为达到快速换刀的目的,机床特意设计成通过气缸升降只选择其中一个主轴进行加工,如图2所示。对于同一工件不同工序,机床加工代码往往是以同一套工件坐标系为编程基准,每次换刀后,必须保证刀具加工点处于同一个位置,也就是切换后的刀具在其自身工件坐标系中坐标值不变,这样才能在同一工件上完成不同工序的加工。轮动驱动换刀时只需移动后续工序刀具到前序刀具加工点,省略常规的换刀夹持操作,通过以高速更换主轴来达到快速换刀的效果,节省换刀时间,换刀结构简单。
图2 多工序加工机床结构
因机床只选择其中一种配置方式,多工件多工序加工机床中各主轴的运动驱动使能信号和多工序加工机床中各主轴的换刀气缸升降使能信号在数控系统的运动控制卡上可以共用。多主轴数控系统必须根据相应的机床配置方式,来完成不同主轴的Z 轴的驱动方式。在多工件同步加工模式下,只有对刀时才单独驱动各个轴,以实现刀尖找平的目的,正常加工时同时驱动各轴。在多工序轮动加工模式下,无论是对刀还是正常的加工,某时刻只有一个主轴下压到位,待一个工序加工完毕,直接切换主轴进入下一工序加工。
可配置的多主轴数控系统关键技术
对于可配置的多主轴数控铣削数控系统,除了具备基本的直线和圆弧等插补、速度平滑、图形显示、PLC逻辑控制等功能外,为完成2种模式的加工,该系统的主轴形式必须可自由配置,用户可根据所选机床模式进行相应的数控操作。对于多工件同步加工模式,关键点是调整各轴刀尖切削点使其高度一致;对于多工序轮动加工模式,关键点则是如何实现多主轴的自动对刀以及多气缸快速更换主轴操作。对于大型的龙门式铣床,还有轴双驱动同步控制要求。
1 多工件同步加工模式下刀尖齐平校准
因初始安装位置高度的不一致以及刀具长短各不相同,多轴刀具加工点的Z 轴位置一般很难保持在同一高度。为使同时加工的工件外形尺寸完全一致,需要依次调整各个主轴使各轴工件坐标相同,即保证各主轴刀尖在同一个水平面上,才能保证加工深度的一致,也就能保证加工的工件外形尺寸的完全一致。下面以3主轴数控雕铣机床为例来说明刀尖齐平校准操作的方法,设3主轴分别为Z1、Z2、Z3。
(1)分别对3个主轴进行机械回零操作,机械坐标自动置零。
(2)在工件装夹台面选择一个水平基准面,先以Z1为基准轴,在Z1刀具正下方放置一个固定对刀仪。系统通过选择开关只选择Z1轴进行驱动,低速下降,当刀尖碰到对刀仪时触发对刀到位信号,立即记录此时的Z1对应的对刀机械坐标值1,然后Z1轴回退至安全高度;
(3)将Z2刀具移至对刀仪正上方,然后系统通过模拟开关只选择Z2轴进行驱动,低速下降,当刀尖碰到对刀仪时触发对刀到位信号,立即记录此时的Z2对应的对刀机械坐标值j2,Z2轴回退至安全高度。再以上述方法再确定Z2对应的对刀机械坐标值j3。
(4)根据3主轴对应的对刀机械坐标值,即可得到各轴在Z 轴方向的偏差,此偏差将作为批量加工时保证同一加工平面的调整依据。
(5)加工前通过开关信号选择分别驱动3主轴,使3主轴回到机械原点。
(6)取出3主轴中Z1对应的对刀机械坐标值j1、Z2对应的对刀机械坐标值j2和Z3对应的对刀机械坐标值j3,判断出3个值中最大的值,因对刀点都在Z 零点以下,因此j1、j2、j3均小于0,3个值中最大的值实际就是绝对值为最小的值,以此值对应的轴为基准,然后以前述测量的各刀具的高度偏差值进行刀具长度补偿,最终使各轴刀尖处于同一水平面。
经过加工工件前各轴水平高度调整,在加工前就已使各主轴刀具刀尖处于同一高度,可以根据需要同时选择驱动全部轴或者其中某些轴,使多个主轴同步加工。因工件原点是以Z1的对刀结果为基准的,所以无论是加工前调整各轴高度还是加工期间,加工轨迹Z 方向均只统计Z1运动坐标。
2 多工序轮动加工模式下多主轴自动对刀
在进行多工序轮动加工前,必须事先进行各主轴的对刀,对刀的实质是为获取各主轴刀具的补偿值,以便在加工中换主轴时能够保持工件坐标的一致性。多主轴自动对刀步骤如下。
(1)系统以Z1为基准主轴,手工或采用寻边器自动测量其它主轴在X、Y 方向上相对基准主轴Z1的偏置距离,并记录到数控系统中,作为换刀时X 和Y 向的偏移距离依据。
(2)对整个主轴横梁进行机械回零驱动操作,机械坐标自动置零;
(3)在工件装夹台面上选择一个水平基准面,以Z1为基准轴,使能Z1气缸使Z1刀具下压到位,在Z1刀具正下方放置一个固定对刀仪;
(4)系统只选择Z 轴进行驱动,低速下降,当刀尖碰到对刀仪时触发对刀到位信号,系统立即记录并保存此时的Z1对应X 、Y 机械坐标值和Z向对刀机械坐标值j1,j1作为Z1轴的工件原点Z 值,然后Z1轴回退至一固定点;
(5)切换Z2刀具:根据事先设置的Z2相对Z1在X 、Y 向上的偏置距离,移动整个主轴,目的是使Z2刀尖对准原来Z1刀尖所在的X 、Y 位置,此时Z2刀尖也正对下方的固定对刀仪。系统只选择Z2轴进行驱动,低速下降,当刀尖碰到对刀仪时触发对刀到位信号,系统立即记录并保存此时的Z2对应的对刀机械坐标值j2,此机械坐标值作为Z2轴的工件原点Z 值,Z2的工件原点X、Y 值是根据Z1轴的工件原点X、Y 值以及Z2相对Z1在X、Y 向上的偏置距离自动计算获取,然后驱动Z2轴回退至固定点。
(6)以同样方式切换到Z3等其它轴,系统记录并保存对应的对刀机械坐标值j3,并计算Z3轴的工件原点X、Y 值,然后Z2轴回退至固定安全点。
(7)通过以上步骤,系统记录了各主轴的工件原点坐标值,后续轮动加工时,每个刀具将以各自的工件原点为基准进行加工,以保证各主轴刀具实际加工点处于同一个工件坐标系统。
3 多工序轮动加工模式下多气缸自动快速更换主轴
数控系统识别当前加工代码所表示的刀具,系统切换到相应刀具,比如代码中T0 ~T2分别代表主轴刀具Z1~Z3。根据当前刀具号和所需切换的刀具号,需驱动相应的汽缸和Z向伺服电机,完成切换主轴动作。主轴切换步骤如下。
(1)记录当前刀具的工件坐标值,然后回退至固定安全点,关闭该刀具气缸使刀具回缩到位。
(2)使能需切换的刀具的换刀气缸使对应刀具下压到位,根据事先设置的当前刀具以及需切换的刀具相对Z1在X、Y 向的偏置距离,计算换刀偏置移动距离,移动整个主轴支架,目的是使需切换的刀具刀尖对准原来刀具刀尖所在的X、Y 位置。
(3)取新的工件坐标系,根据记录的换刀前刀具在其工件坐标系统中Z 向的工件坐标值,计算新的刀具需移动的距离,最终使切换后的刀具到达换刀前的刀尖点,工件坐标值Z 向保持一致。
(4)按照新的工件坐标系进行加工。因加工代码一般是以同一工件坐标系进行编程设计,因此,对于同一主轴横梁上的刀具进行换刀后,实际加工工件坐标将保持一致,从而完成同一工件的不同工序加工。
(5)为了达到快速更换主轴目的,在需要更换主轴时,需更换的主轴刀具可以先行旋转启动,待主轴更换完毕,已更换的主轴刀具的转速已满足加工要求,可以立即加工,大大节省了换刀时间。
(6)加工时刀具切换后,工件坐标原点的更换使得实际的机械坐标产生偏移,如果以机械坐标作为加工轨迹显示,不同工序产生的图形将产生偏置。而工件上实际的加工点是以同一工件坐标系为基准的,因此显示轨迹时,如果是非基准轴的轨迹,需要在XYZ 三维图形上加一个反向的与工件原点相对应的偏置值,使不同工序的加工轨迹以基准轴的工件坐标加以显示,即与实际加工的工件图形保持一致。
4 Y 轴双驱同步纠偏技术
对于大型多主轴数控系统,Y 轴往往配置成双驱同步形式。在满足工作台和工件动、静态刚度的情况下,龙门柱沿导轨纵向进给,从而可以获得高的加速度特性。由于横梁及其相匹配的主轴部件并不总是形成对称结构与对称受力,尽管龙门柱两边采用完全相同的传动机构,但最终还是不能保证龙门框架移动的同步性。这种不同步性产生的机械耦合可能使龙门框架或驱动元件受到损坏,机床产生强烈振动[7-8]。因此,Y 轴双驱同步进给技术至今尚未很好解决。
本系统采用一种自适应控制方法,对于双Y 各自设置独立的控制系统,系统采用主从工作方式。当系统受不平衡负载或扰动影响,其参数或性能发生了较大的变化。通过检测主动轴状态和从动轴状态之间的误差,经过自适应规律产生的反馈作用来修改主动轴和从动轴控制器的参数,产生的辅助控制量输入到各自自适应控制系统中,同时分别调整2个控制器,使二者在速度上保持一致。2个控制器自身不但能抑制扰动,还具有相互协调的能力。
可配置的多主轴数控系统加工验证
(1)多工件同步加工。
一次装夹,利用多主轴可以加工多个零件。图3所示为采用多主轴加工机床,数控系统配置为多工件同步加工模式,材料为铝合金,选用R3球头铣刀,一次同时加工3个手机零件。经加工验证,加工出的3个零件外形尺寸一致,达到精度要求。对于加工效率,同样加工参数条件下,因只需一次装夹准备以及空移机床等操作时间,实际加工效率将提高3倍以上。考虑到机床变形以及负载力的增大,这种机床主轴不能无限增多,一般一台机床最多3~10个主轴。
图3 多工件同步加工验证
(2)多工序轮动加工。
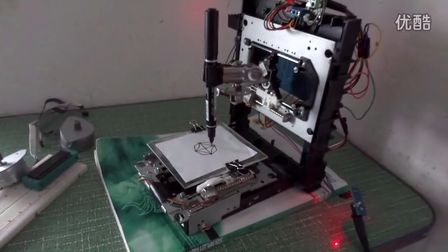
如图4所示,采用多工序三气缸换主轴机床,数控系统配置为多工序轮动加工模式,材料为铝合金,选用R3球头铣刀,一次装夹,同时完成工件的毛坯开粗、精加工、钻孔工序。通过气缸驱动更换主轴,一道工序完毕转换到另一工序,完成整个零件的加工。一般的刀库换刀方法必须在刀具停止旋转的基础上换刀,换刀时间大部分花在等待前一工序刀具停止和后一工序刀具启动上,造成总体加工效率降低。而更换主轴的方式可以在需要更换主轴时,后一工序刀具可以先行启动,待主轴更换完毕,已更换的主轴刀具的转速一般已满足加工要求,可以立即加工,大大节省了换刀时间。
图4 多工序轮动加工验证
结束语
本文提出的一种可自由配置的多主轴数控系统,可根据实际多主轴机床主轴配置形式的加工需要,进行多主轴的驱动控制,完成多工件同步加工或多工序轮动加工2种驱动方式的自由配置。在多工件同步驱动配置方式下,为了使同时加工的工件外形尺寸完全一致,可以在加工前依次调整3个轴,保证各主轴刀尖在同一个水平面上,从而保证加工的多个工件外形尺寸的完全一致。在多工序轮动驱动配置方式下,因换工序换刀后,可以保证刀具加工点处于同一个位置,这样能在同一工件上完成不同工序的加工。轮动驱动换刀时只需移动后续工序刀具到前序刀具加工点,省略常规的换刀夹持操作,同时又消除了主轴电机停止和启动等待时间,大大节省了换刀时间。该数控系统不仅仅可应用于多主轴铣削控制,也可为激光加工、超声加工等复合加工预留了扩展通道。加工结果验证表明该数控系统能自由配置多工件和多工序2种加工方式,柔性较高,在大批量工件加工和工序较少的多工序加工场合,具有较大的实际应用价值。
![[四轴飞行器教程]适合新手的简单PID调节方法,任何飞控通用](/Uploads/2014_12/video/vi8fc8d028840bfa6c191d73d8eafcc08b_s.jpg)