前言
枕式包装机各部分的运动关系可以简述为纵封轮连续送进一个袋长的同时,送料装置送迸一件被包装物。期间端封器回转一周并在包装袋色标位置与袋速同步封切。文献对枕式包装机作了详细解析。其传动系统比较复杂,纵封部件为能变换规格需有无级变速装置,为执行色标补偿需有差速装置.端封部件为能切袋时与袋速同步需作变周转运动.为对准被包装物和色标位置端封和送料部件需有离合器。
近年来。随着PLC和变频器的技术进步和普及。发展了纵封轴和端封轴采用独立电机直接驱动的单变频/双变频的枕式包装机,采用PLC+变频器(+伺服控制器)控制方式,简化了纵封和端封机械传动.可以通过人机界面设置参数变换规格。
本文在此介绍一种完全采用独立电机直接驱动,以DDA直线插补实现多轴联动、基于单片机系统的枕式包装机模块化设计实例。用于糖果枕式包装;结构更加简化。控制更加全面。
1 结构模块
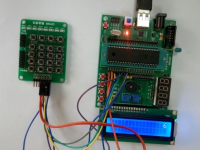
本机由匀条送进辊轮组模块3、糖条切刀模块4、薄膜牵引纵封模块1、端封切模块2、印字轮模块5等独立驱动模块、薄膜卷盘放卷及机架、色标传感器6、单片机控制系统、热封温度控制系统、供电电源系统等构成。如图1。

独立驱动模块由各自的步进电机+驱动器独立驱动。根据枕式包装机的工作原理,其运动关系为薄膜牵引纵封模块l送进一个设定袋长。匀条送进辊轮组模块3对应送进一个设定糖长,而糖切刀轴M4、端封轴M2、印字轮轴M5对应回转3600。其脉冲数为定值;这360。中分为同步和回程两个区间.在同步区间内与薄膜送进速度一致,各自处于切糖、切袋或印字状态,为此采用统一的脉冲当量。‘而剩余的脉冲数要在各自回程区间内完成。
同步区间和回程区间的区分由装在电机轴上的遮光盘7和固定的光电开关8检测,单片机控制系统根据检测结果对各轴回程标志置位(回程区间)或清零(同步区间)。
2 程序模块
CNC插补算法中DDA直线插补算法运算简单。很方便实现多轴联动控制.能使各轴获得均匀分布的脉冲串。
本机设置了一个虚拟轴,加上端封轴M2、纵封轴M1、糖切刀轴M4、糖条送进轴M3、印字轮轴M5共有6轴联动.虚拟轴不输出脉冲,但控制着运行速度;取虚拟轴脉冲数N为6轴中的最大值,作为DDA直线插补运算的总累加次数M,各联动轴的插补运算以子程序模块实现。联动轴数没有限制,有力地支持了包装机械的模块化设计。
主要参数有虚拟轴脉冲数N、送进糖长脉冲数Nf、纵封袋长脉冲数Nz、端封切周转脉冲数Nd、糖切刀周转脉冲数Nc、印字轮周转脉冲数Np,其中N、Nd、Nc、Np为定值,Nz、Nf随包装规格而定。
下面用程序流程图来加以说明。
(1)主程序流程图图2:
运行虚拟轴插补,各联动插补子程序调用,置位脉冲统一输出,自动循环。
糖切刀轴M4、端封轴M2、印字轮轴M5在各自同步区间时,虚拟轴插补每运算一步,Md/Mc/Mp减1直到进入各自回程区间,其剩余值就是各自的回程累加次数用于回程插补运算。
参数初值:
虚拟轴脉冲数N
插补总累加次数M=N
插补终点判别计数器=M
端封切回程累加次数Md=M
糖切刀回程累加次数Mc=M
印字轮回程累加次数Mp=M
(2)纵封轴M1插补运算子程序框图(图3):
运行纵封轴M1插补运算,即控制袋长。糖切刀轴M4、端封轴M2、印字轮轴M5在各自同步区间时,与纵封轴Ml脉冲同时输出.对于统一的脉冲当量,它们的瞬时速度也保持一致;每输出一个纵封轴M1脉冲,Nd/Nc/Np减1直到进入各自回程区间,其剩余值就是各自的回程脉冲数用于回程插补运算。
将色标传感器6位置固定。仅可在薄膜宽度方向移动.其探测点到端封器M2轴线间的薄膜长度是定值。可以人工测得,将其转换为脉冲数NL;对于袋长Nz,色标起点对准的标准值为MOD(Nz/NL),即为起于色标止于端封切点的纵封轴M1输出脉冲计数,单片机控制系统可以测得据此自动对准色标位置。
糖切刀M4轴线到端封器M2轴线间的薄膜长度是定值,可以人工测得,将其转换为脉冲数NLc:对于袋长Nz。糖条起点对准的标准值为MOD(Nz/NLc).即为起于糖切刀切点止于端封切点的纵封轴M1输出脉冲计数。据此单片机控制系统亦可自动对准糖条位置。
被包装物位置与色标位置的自动对准在文献中作了详细介绍。
参数初值:
插补总累加次数M
被积函数寄存器2z=Nz
余数寄存器Σ
纵封袋长脉冲数Nz
端封切脉冲数Nd
糖切刀脉冲数Nc
印字轮脉冲数Np
(3)糖条送进轴M3插补运算子程序框图(图4):
运行糖条送进轴M3插补运算。即控制糖长:自动循环。
参数初值:
插补总累加次数M
插补终点判别计数器Sf=M
被积函数寄存器Σf=Nf
余数寄存器Σ
送进糖长脉冲数Nf
(4)端封轴M2回程插补运算子程序框图(图5):
糖切刀轴M4回程插补运算.印字轮轴M5回程插补运算与此相同。
参数初值:
端封切回程累加次数Md
端封切回程终点判别计数器Sd=Md
被积函数寄存器Ed=Nd
余数寄存器乏
端封切回程脉冲数Nd
(5)色标检测和补偿子程序框图(图6):
单片机控制系统通过色标传感器监测到色标时启动对纵封轴Ml输出脉冲的计数(称为袋长计数),将袋长计数值与当前的袋长值比较取得袋长偏差;同时对起于色标止于端封切点的纵封轴M1输出脉冲计数(称为色标对准起点计数),与标准值比较取得色标起点对准偏差;两偏差同号则不补偿。异号则取绝对值小的偏差值带符号与当前袋长值相加并取代当前袋长值。其余程序框图略。
3 结语
本机已调试成功投入运行。用于乳脂糖热切枕式包装;对于不同的袋长和糖长都可实现糖条与色标位置、端封切断位置的自动对准.色标偏差的判别是袋长偏差和起点对准偏差的综合结果,使得袋长和位置的控制更为准确;而通过修正袋长值进行色标补偿,使端封切袋时始终与袋速同步,确保了端封质量。