摘要:本文首先介绍了PLC在柔性制造系统穿销机械手的应用,其次阐述了加盖机械手的组成及控制流程。从PLC的控制原理角度,设计了穿销机械手控制流程图、电源系统图、PLC的I/O接口设计及它们的地址分配,经实验验证,达到了预期的控制目的。
目前,柔性制造系统(Flexible Manufacturing System,FMS),由主控计算机和相关软件进行控制和管理,进行工件的加工及搬运,进而实现多品种变批量和混流方式生产的自动化制造。工业上的柔性制造系统的控制功能主要由工业计算机-PLC完成。本文的穿销机械手系FMS系统的一个单元,其主要完成工件的穿销定位功能。
1 穿销单元的结构组成
穿销单元的主要功能是通过旋转推筒推送销钉的方法,完成工件主体与上盖的实体连接装配,完成装配后的工件随托盘向下站传送。其结构组成如图1所示。
2 穿销机械手控制流程图设计
穿销机械手控制流程图如图2所示。
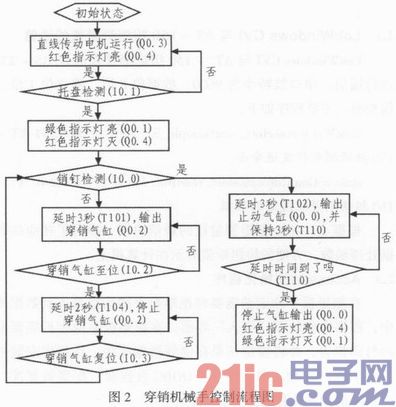
图中:1)初始状态:直线传送电机处于停止状态;销钉气缸处于原位(即旋转推筒处于退回状态);限位杆竖起禁行;工作指示灯熄灭。②系统启动运行后本单元红色指示灯发光;直线电机驱动传送带开始运转且始终保持运行状态(分单元运行时可选用与PLC运行/停止同状态的特殊继电器保持直线传送电机的运行状态)2)系统运行期间:①当托盘载工件到达定位口时,托盘传感器发出检测信号,且确认无销钉信号后,绿色指示灯亮,红色指示灯灭,经3秒确认后,销钉气缸推进执行装销钉动作。②当销钉气缸发出至位检测信号后结束推进动作,延时2秒后自动退回。③气缸退回至复位状态且接收到销钉检测信号后,进行3秒延时,止动气缸动作使限位杆落下将托盘放行。(若销钉安装为空操作,2秒后销钉检测传感器仍无信号,销钉气缸再次推进执行安装动作,直到销钉安装到位)。④放行3秒后,限位杆竖起处禁行状态,绿色指示灯灭,红色指示灯亮。系统回复初始状态。本站销钉连续穿3次后,传感器还未检测到有销钉穿入,报警器报警,此时应在销钉下料仓内加入销钉。
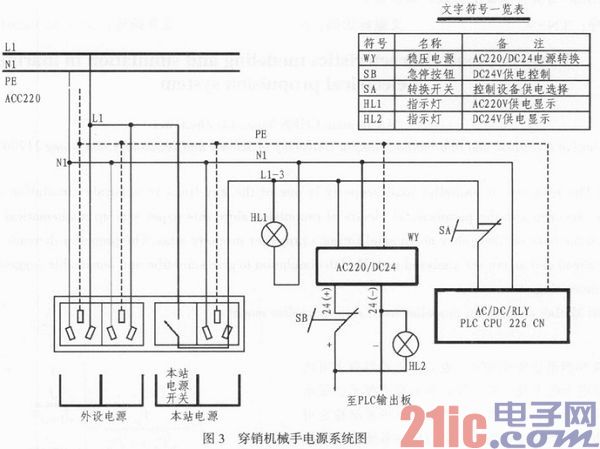
3 穿销机械手电源部分设计
穿销机械手电源设计图如图3所示。
4 穿销机械手I/O地址设计
穿销机械手I/O分配表表1所示。

5 结束语
本文所设计的穿销机械手的PLC的控制电路,可靠性高,抗干扰能力强。经实验验证,完全达到了实际控制要求,其控制方式值得广泛推广、应用。