前言
近年来伴随着搭载高性能处理器的智能手机/平板电脑等多功能终端的普及,无线通信领域的信息量暴增成了重大课题。针对这一课题,通信业界采用了第二 代通信规格的Long Term Evolution (LTE)的方法来对应,这种频率的频带运用方法至今尚未在移动设备中使用过。
此外,为了对应新频率Radio Frequency (RF)电路中的元器件个数也相应增加。原来的Global System for Mobile Communication (GSM) /Universal Mobile Telecommunications System (UMTS)对应终端的规格是GSM中搭载4个,UMTS中搭载2-4个频带的情况居多,而LTE对应终端中则多搭载了1-2个频带。对于手机制造商来说,像移动设备这种有限的空间中为了能够搭载更多的元器件,就必须通过将电子元器件模块化和高密度化之后进行元器件安装,那么电路板产生的发热恶化以及与发热元件相邻的原因而导致温度上升是设备内部的元器件无法避免的问题。
SAW双工器的运作以及课题
过滤频率用的Surface Acoustic Wave (SAW)双工器具有小型化和选择性广的特点,是为手机的小型化、多功能化和多样化做出贡献的电子元器件之一。
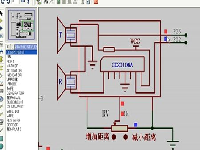
首先,我们将针对SAW双工器在RF电路中实际运用时究竟是如何工作的进行简单说明。图1是典型的RF电路图。在收信时通过Antenna (Ant)来接收信号的频率通过Switch (SW)切换成适当的SAW双工器,再通过SAW双工器过滤成必要的频率,再传送到Transceiver-Integrated Circuit (Transceiver-IC)。而送信时从Transceiver-IC产生的高频信号通过Power Amplifier (PA)增幅后,再通过SAW双工器过滤成必要的频率,从Ant向基站发送信号。此外,SAW双工器还能防止送信时从送信电路向接收电路产生的送信信号的回旋。
SAW双工器在送信时通过PA产生增幅的信号功率有必要更有效率地向Ant传输,而这时因为SAW双工器的关系会导致信号功率发生损耗。损耗的信号 功率会转换成热能而使SAW双工器自身发热。此外,随着对应频带数量的增加,又由于模块化和高密度实装的关系促使对像PA这种发热元器件的影响增大。因此,SAW双工器考虑到了移动设备所使用的RF电路中的温度变化,它已经将一定的温度变化范围计算在内了。此时必须考虑的问题是SAW双工器的温度变化会 导致频率发生变化。这种频率变化是之前说过的对应RF电路中温度上升问题SAW双工器不得不考虑的课题。

TC-SAW、STD-SAW以及BAW的频率温度依赖性的比较
针对这个课题所提出的解决方案有望近年成为降低频率温度依赖性的技术。村田制作所采用特有的技术研发出了降低频率温度依赖性的产品TC-SAW,除此之外还有Standard (STD) –SAW。
此外,近年来市场中的Bulk Acoustic Wave (BAW)技术通过良好的频率选择性和高频对应使其成为存在感剧增的技术,下面将把各种频率温度依赖性作比较。
图2中是村田制作所正在产品化的TC-SAW、STD-SAW和一般的BAW的频率温度依赖性的实例。图2所示的ppm/deg.C表示的是当温度 变化时频率变化的比率。该值可以显示出温度变化细微的情况下依赖性极小。村田制作所的TC-SAW和STD-SAW相比较的话STD-SAW的值仅仅是 -38ppm/deg.C而TC-SAW的值大约在-10ppm/deg.C,几乎减低了STD-SAW的1/4的变化量。和BAW比较的话,BAW的频 率温度依赖性约为-33ppm/deg.C, TC-SAW几乎减低了1/3的变化量。根据这个结论可以得出TC-SAW具有优化频率温度依赖性的特征。
TC-SAW的构造
图3是村田制作所STD-SAW以及TC-SAW构造的示意图。SAW双工器的频率温度依赖性是由于使用了压电电路板造成的。此外,STD- SAW、TC-SAW都是因为使用的压电电路板具有频率温度依赖性的相同特点。如图3所示,TC-SAW最具代表性的特征之一是整块电路板跟STD- SAW相比它的表面覆盖了一层很厚的二氧化硅(SiO2)。压电电路板的温度上升的话频率就会降低,那么频率温度系数就会变成负值。另外,SiO2具备正 频率温度系数的特点。因此,和STD-SAW相比的话由于覆盖了一层厚SiO2的独特构造,SiO2的正频率温度系数的影响会变大,那么SAW双工器与 STD-SAW相比就实现了抑制频率温度依赖性的特点。STD-SAW的保护膜SiO2具有强大的特质,如果覆盖了像TC-SAW一样厚的SiO2的话就 不能保证带宽,同时也不能获得优良的特性。因此,TC-SAW将电路板的材料从LiTaO3变成了LiNbaO3,才能够确保必要的带宽。此外,TC- SAW的LiNbaO3的切割角发生了变化使得频率选择性变得可控制,村田制作所运用了对应项目的必要特性设计了符合市场需求的最佳切割角。
村田制作所的TC-SAW产品阵容
双工器的设计根据Third Generation Partnership Project (3GPP)的规格根据频带的送信和收信带宽以及送信端和收信端的频率间隔(Separation ratio)决定了其难易度。一般来说频率的带宽越广那么送信端和收信端的频率间隔越小难易度就越高。总结两者的关系来看,如图4。村田制作所正致力于图 4中圈出的部分,计划优先实现TC-SAW对应的产品。
目前为止介绍的TC-SAW相关的产品实际上是目前主流的2.0×1.6mm (2016)尺寸的产品阵容以及今后将要成为主流的1.8×1.4mm (1814)尺寸的产品阵容,如表1所示。这些产品已经开始量产并且不久后将向市场供应,由于已经得到了顾客的良好反馈,预计今后还将根据市场需求进行扩大。
今后的展望
村田制作所的TC-SAW的历史由来已久,从2004年的Band2产品化开始,就已经将很多项目产品化。同时随着构造的变化以及应用的改善不断满 足市场对于小型化和高性能化的需求。今后随着RF电路的高密度化趋势对TC-SAW的期望将会更高。在此之间,村田制作所还将继续扩充运用了此次介绍的技 术的产品阵容并且继续开发全新的、改进的TC-SAW产品。另外,为了对应RF电路的模块化趋势,预计还将扩大面向模块的产品阵容。