在其他条件都一定的情况下,当PCB与焊料波相对运动时,加快PCB(传送带)运动速度,OD8038-24HBVXC会使黏附在焊盘和引脚上的液体焊料一起被带着向前,这就构成了桥接和拉尖的条件;减小PCB(传送带)运动速度,或增大流体逆向速度,可以减少黏附在焊盘和引脚E的多余液体焊料,减少形成桥接和拉尖的发生概率。
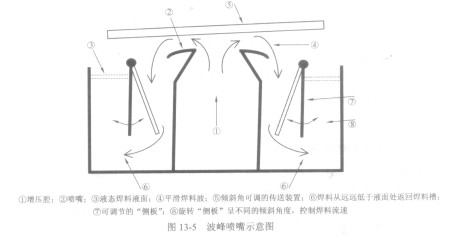
设备方面,在波峰喷嘴(见图13-5)前、后外侧,一般都设置有可调节的“侧板”。调铃侧板的倾斜角,可使焊料在沿倾斜面逐渐返回焊料槽的过程中不断减速,从而达到控制焊料流速的目的;调节位于喷嘴前面的侧板的位置,可以控制波峰形状,从而控制流体的速度特性。
通过以上分析可以得出一个结论:当传送角度、焊料波温度、黏度等条件都一定时,对某一特定的PCB,其传送速度与液态焊料流体速度都有一个最佳的配合关系。因此,如何找到这个最佳的配合关系,是波峰焊工艺要掌握和控制的难点。
当然,波峰焊与回流焊一样,都要控制温度曲线,这样才能获得理想的焊接界面组织,才能从根本上提高和稳定焊接质量。双波峰焊的理论温度曲线如图13-6所示。
图13-6双波峰焊理论温度曲线
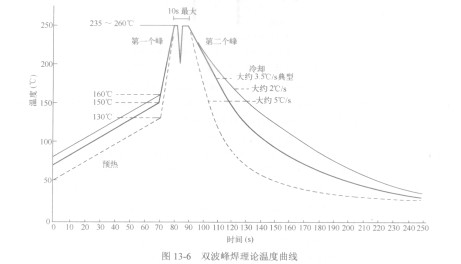
图13-6中:50~130℃为预热区,复杂的组装板预热到160℃需要70s左右;焊接温度为235~260℃;两个波峰之间的时间最多不超过lOs;典型的冷却斜率为3.5℃/s。