摘要:介绍一些适合于现代焊接工艺的PCB 板设计的原则,对线路板整体设计、基板流向、基准点的制作、元件排列、引脚间距和其他需要注意的问题等都作了相应阐述。
1 引言
随着国内线路板加工和焊接厂家的逐步增多,已经习惯"手工作坊"式生产的老一代工程师和很多刚刚步入这个领域的年轻工程师对目前新兴的用于大批量;PCB 板焊接的回流焊和波峰焊的工艺要求还不十分了解,并且已经在一定程度上制约了他们的研发的进度和生产的效率。本文就对适合于现代焊接工艺的实用;PCB板设计的一些原则做一些介绍。
2 印制板整体设计
(1)印制板工艺夹持边。在表面贴装生产及波峰焊接中,印制板应留出一定的边缘便于设备夹持。这个夹持边的范围应为5mm,在此范围内不容许有任何焊盘图形及元器件(见图1)。
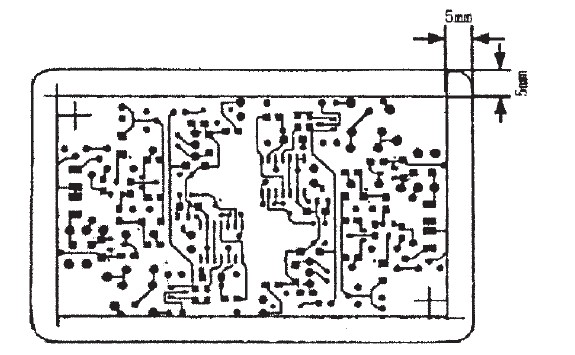
图1 印制板工艺夹持边示意图
(2)印制板四角半径应为2-2.5mm的圆角,以便印制板能够顺利的进入设备(见图1)。
(3)印制板外形尺寸要根据设备规格来定,国内很多公司的标准最小尺寸50mm*50mm*50mm;最大330mm*250mm*2.5mm.对于小于最小尺寸的印制板,应采取拼板形式,拼板的大小也应符合上述标准。推荐厚度为0.9-1.6mm.
(4)拼板的方式大致有两种:邮票孔方式和B.V型槽方式。对于邮票孔方式的拼板,要求缺槽不宜太大。如果太大,设备的传感器会失灵,有可能设备在传输过程中损坏印制板。当印制板的外形不规则时采用此方式拼板;对于V型槽方式的拼板,要求V型槽的深度不宜太深,如果过深,则会影响基板的整体强度,给加工代来不便,特别是基板上有较多的大型元件时尤为重要。当印制板的外形较为规则时采用此方式拼板。